A Practical Guide to Metal Casting Technology and Processes
Metal casting is one of the earliest metalworking technologies mastered by humankind, with a history that can be traced back thousands of years. From ancient bronze vessels to modern turbine blades in aerospace engines, metal casting has always evolved alongside human civilization and industrial progress. In today’s manufacturing industry, metal casting remains one of the most important and widely used forming processes. The global annual output of castings exceeds 100 million tons, covering applications from everyday household items to advanced technological equipment.
The reason metal casting has maintained its central position over such a long historical period lies in its unique process advantages. It not only enables the production of complex shapes that are difficult to achieve through other manufacturing methods, but also significantly reduces production costs while ensuring part strength and durability. Whether it is a large mechanical structure weighing tens of tons or a precision instrument component measured in microns, metal casting provides a reliable manufacturing solution.
For manufacturing companies and engineering professionals, a deep understanding of casting principles, process flows, and method characteristics is essential for selecting the right production route, ensuring product quality, and controlling manufacturing costs. This article provides a systematic overview of metal casting, including its definition, complete process flow, major casting methods, application fields, and quality control principles.
What is Metal Casting?
Metal casting is a manufacturing process in which metal is heated until molten, poured into a mold, and then cooled and solidified to form a desired shape. Essentially, it is a “liquid forming” method that enables the production of metal parts with geometries that are often impossible or extremely difficult to achieve through traditional machining.
The core principle of metal casting is to heat solid metal above its melting point until it becomes liquid. The molten metal is then poured into a pre-designed mold cavity. As the metal cools inside the mold, it gradually transitions from liquid to solid, ultimately forming a part that matches the shape of the mold cavity. Although the process appears simple, it involves complex knowledge of materials science, thermodynamics, and fluid mechanics.

Main Characteristics of Metal Casting
Metal casting offers strong flexibility and economic efficiency. First, it can produce extremely complex geometries, including internal cavities, thin-walled structures, and curved surfaces that are difficult or costly to manufacture using forging or machining. Second, it is highly suitable for mass production with relatively low cost. Third, it is compatible with almost all metals and alloys.
Casting is widely used in automotive, agriculture, construction, aerospace, and many other industries. In the automotive sector, engine blocks and transmission housings rely heavily on casting processes. In aerospace, high-performance components such as turbine blades are often produced using precision casting. In construction and heavy machinery, cast iron and ductile iron parts are widely used. Even in consumer goods, cookware, tools, and decorative items are commonly produced by casting.
Advantages and Limitations of Metal Casting
The main advantages of metal casting include:
- Ability to form complex shapes
- Cost efficiency and scalability for mass production
- High material utilization
- Wide adaptability to different metals and alloys
However, casting also has limitations. Some processes offer relatively low dimensional accuracy and require additional machining for surface finishing. Internal defects such as porosity or shrinkage may also occur. Therefore, selecting the appropriate casting method based on product requirements is essential in real production.
Complete Metal Casting Process Flow
The complete casting process includes seven main steps: pattern making, mold preparation, metal melting, pouring, cooling and solidification, shakeout and cleaning, and quality inspection.

1. Pattern Making
The first step in casting is pattern making, which involves creating a model that matches the final product design. The pattern is usually enlarged according to the shrinkage rate of the metal to ensure dimensional accuracy after cooling.
For example, cast iron shrinks about 1%, cast steel about 2%, and aluminum alloys about 1.3%–1.6%. These shrinkage allowances must be considered during pattern design.
Pattern materials may include wood, plastic, or metal. Wooden patterns are low-cost and suitable for small-batch or prototype production. Plastic patterns offer better accuracy and durability. Metal patterns are used for mass production due to their long service life. The accuracy of the pattern directly affects the final casting quality.
2. Mold Preparation
Mold preparation is a critical stage in casting. The mold defines the shape of the molten metal. Molds are generally divided into two types: expendable molds and permanent molds.
Expendable molds are made from sand, plaster, or other non-reusable materials. Sand molds are the most common type and are formed by compacting sand around the pattern. After casting, the mold is destroyed.
Permanent molds are made of metal and can be reused. They are commonly used in die casting and gravity casting. Although more expensive, they are suitable for high-volume production.
For complex parts, cores are used to create internal cavities or channels. Cores are usually made of sand or metal and are removed after casting.
3. Metal Melting
Metal melting involves heating metal or alloy in a furnace until it becomes liquid. Common furnaces include induction furnaces, electric arc furnaces, and cupola furnaces.
Induction furnaces use electromagnetic induction for fast and precise heating with minimal metal loss. They are widely used for precision casting. Electric arc furnaces are suitable for large steel castings. Cupola furnaces are mainly used for cast iron production due to their low cost and high efficiency.
During melting, impurities must be removed, alloy composition adjusted, and temperature strictly controlled. Overheating increases oxidation and metal loss, while low temperatures reduce fluidity. Degassing is also required to prevent porosity defects.
4. Pouring
Once the metal reaches the proper temperature, it is poured into the mold cavity. The gating system includes a pouring basin, sprue, runner, and gate, which control metal flow.
Modern factories often use automated pouring systems to reduce human error. Pouring speed must be carefully controlled. Too fast may cause splashing and oxidation; too slow may lead to premature solidification.
Pouring temperature is also critical. High temperatures increase oxidation and gas absorption, while low temperatures reduce fluidity and mold filling ability.
5. Cooling and Solidification
After pouring, the metal enters the cooling and solidification stage, which determines microstructure, mechanical strength, and dimensional stability.
During solidification, metal shrinks. If compensation is insufficient, shrinkage cavities may form. Risers are used to supply additional molten metal during solidification.
Cooling rate significantly affects casting properties. Fast cooling produces fine grains and higher strength, while slow cooling reduces internal stress but results in coarser grains. Heat treatment such as annealing or normalizing may further improve performance.
6. Shakeout and Cleaning
After solidification, the casting is removed from the mold. Sand molds are broken apart, while permanent molds are opened mechanically. Cores are removed carefully, and some sand can be recycled.
Cleaning includes removing gates, risers, and flash. Surface finishing methods such as grinding, sandblasting, or chemical treatment are used to improve surface quality.
7. Quality Inspection
Quality inspection includes visual inspection, dimensional measurement, non-destructive testing, and mechanical testing.
Visual inspection checks for cracks, porosity, inclusions, and sand defects. Dimensional measurement uses calipers or coordinate measuring machines. Non-destructive testing includes X-ray, ultrasonic, magnetic particle, and penetrant testing. Mechanical testing evaluates strength, hardness, and toughness.
Qualified castings are either directly used or sent for further machining and assembly.

Major Casting Methods
Main metal casting methods include sand casting, die casting, investment casting, plaster casting, centrifugal casting, shell molding, and permanent mold casting.
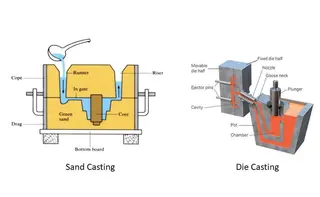
1. Sand Casting
Sand casting is the most traditional and widely used method. It uses sand, clay, and water to form molds. It is suitable for large parts and low-to-medium production volumes.
It offers low cost and flexibility but has lower surface quality and dimensional accuracy. It is commonly used for engine blocks, structural components, and pipes.
2. Die Casting
Die casting injects molten metal into steel molds under high pressure. It is highly automated and suitable for mass production of small to medium parts.
It provides high accuracy and smooth surfaces but requires expensive molds and is mainly used for non-ferrous metals like aluminum, zinc, and magnesium.
3. Investment Casting
Also known as lost-wax casting, this method uses wax patterns coated with ceramic shells. After wax removal, molten metal is poured in.
It is widely used in aerospace and medical industries for complex and high-precision parts such as turbine blades.
4. Plaster Casting
Similar to investment casting but uses plaster molds. It is suitable for non-ferrous metals and medium production volumes. It offers good accuracy but low mold strength.
5. Centrifugal Casting
This method uses rotational force to distribute molten metal evenly. It produces dense, defect-free structures, especially for pipes and cylindrical parts.
6. Shell Molding
Shell molding uses resin-coated sand to form thin shell molds. It offers higher accuracy than sand casting and is widely used in automotive and aerospace components.
7. Permanent Mold Casting
This method uses reusable metal molds and is suitable for aluminum and magnesium alloys. It produces fine grain structures and good mechanical properties but has higher mold cost.

Application Fields of Metal Casting
Metal casting is widely used in automotive, aerospace, construction, energy, and consumer goods industries.
In automotive manufacturing, 60%–70% of metal parts are cast. In aerospace, turbine blades require precision casting. In construction, cast iron is widely used for pipes and structural parts. In energy systems, large turbine components are cast. In consumer goods, cookware and tools are common casting products.
Quality Control in Metal Casting
Quality control runs through the entire casting process, from raw materials to final inspection.
1. Key Control Considerations
Raw material composition must be strictly controlled. Melting temperature and alloy ratios must be precise. Mold accuracy must be ensured. Pouring temperature and speed must be controlled. Final inspection ensures compliance with standards.
2. Common Defects and Prevention
Common defects include porosity, shrinkage cavities, inclusions, cracks, and deformation.
Porosity is caused by trapped gases and can be reduced through degassing and improved venting. Shrinkage defects are prevented by proper riser design. Cracks are reduced by optimizing structure and heat treatment.
Conclusion
Metal casting is a vital manufacturing technology that enables complex shapes, cost efficiency, and large-scale production. From pattern design to final inspection, every step requires strict control to ensure quality and performance. With the development of digital technologies and intelligent manufacturing, the casting industry is moving toward higher precision, higher efficiency, and greater sustainability. Metal casting will continue to play an irreplaceable role in modern industry, providing strong support for global manufacturing systems.
Send your message to this supplier
Related Articles from the Supplier


A Comprehensive Guide to Aluminum Forgings
- Jul 25, 2024
A Comparison of Die Casting and Sand Casting
- Apr 30, 2025

A Guide to Non-Ferrous Alloy Casting
- Jun 27, 2025



What is a Cold Forged Stainless Steel Wing Nut?
- Sep 06, 2024
Related Articles from China Manufacturers

A Practical Guide to Meal Prep
- Nov 08, 2021
A Practical Guide to Gasoline Generator Operation
- Sep 03, 2025

A Practical Guide to Gasket Thickness Decisions
- May 24, 2025




Related Products Mentioned in the Article
Supplier Website
Source: https://www.forging-casting-stamping.com/a-practical-guide-to-metal-casting-technology-and-processes.html