A Comparison between Metal Casting and Metal Stamping
In the field of metal processing, metal casting and metal stamping are among the most fundamental and widely used forming technologies. From automotive manufacturing and aerospace engineering to everyday household appliances and consumer electronics, these two processes play an indispensable role in modern industry. For engineers, procurement professionals, and manufacturing practitioners, a clear understanding of their respective characteristics, advantages, and limitations is essential for making sound production decisions.
This article provides a systematic and multi-dimensional comparison between metal casting and metal stamping, covering process principles, application scope, cost structures, and performance characteristics. The goal is to help readers select the most appropriate manufacturing method based on real-world requirements.
What is Metal Casting Process?
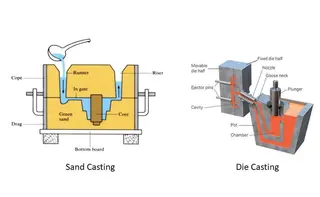
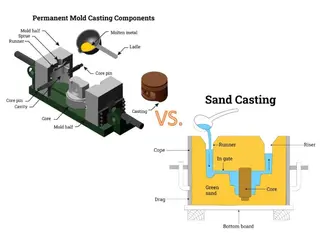
Metal casting is one of the earliest metal forming techniques developed by humans. Its fundamental concept is straightforward: metal is heated until it becomes molten, then poured into a pre-designed mold. After cooling and solidification, the metal takes on the shape of the mold cavity. This method of “transforming from liquid to solid” makes casting an effective approach for manufacturing complex components.
In modern industrial applications, die casting has significantly enhanced this traditional process. By combining high-pressure injection with precision-engineered molds, die casting enables efficient, high-quality, and repeatable mass production.

1. Process Principles and Workflow
Metal casting involves heating metal to a molten state and pouring it into a mold where it cools and solidifies. Among various casting techniques, die casting is the most widely used. It involves injecting molten metal into a mold under high pressure to produce parts with complex geometries.
The main steps in the die casting process include:
- Mold Closing and Clamping: The mold is first cleaned and lubricated to ensure smooth operation. It is then tightly clamped under high pressure to prevent molten metal leakage during the injection process.
- Injection: Molten metal is injected into the closed mold cavity at high speed and pressure, ensuring that every intricate detail of the mold is completely filled.
- Cooling: The injected metal cools and solidifies under pressure, maintaining dimensional stability and shape integrity.
- Ejection: Once solidified, the formed component is ejected from the mold.
- Trimming: Excess material such as flash and runners is removed to produce the final finished part.
2. Advantages of Die Casting
The widespread adoption of die casting in industrial production is largely due to the following advantages:
- High Production Efficiency: Die casting is a high-speed manufacturing process, with cycle times typically ranging from a few seconds to several tens of seconds, making it ideal for large-scale production.
- Excellent Surface Quality: Die-cast parts generally exhibit smooth surfaces and high dimensional accuracy, often eliminating the need for additional machining or finishing.
- Strong Forming Capability: This process can produce highly complex shapes, including thin-walled structures and intricate geometries that are difficult or impossible to achieve with other methods.
- Reusable Molds: A high-quality die casting mold can produce tens of thousands or even hundreds of thousands of parts, making it economically advantageous for mass production.
- High Material Utilization: Molten metal fills the mold cavity directly, resulting in relatively low material waste compared to subtractive manufacturing processes.
3. Limitations of Die Casting
Despite its many benefits, die casting also has several notable limitations:
- Material Restrictions: Die casting is generally limited to non-ferrous metals such as aluminum, zinc, and magnesium alloys. It is not suitable for ferrous metals like steel and iron.
- Risk of Internal Defects: Because the metal is in a molten state during forming, defects such as porosity or micro-voids may form inside the component. These defects can reduce mechanical strength and potentially lead to premature failure. In such cases, replacement and maintenance costs may increase, ultimately raising overall lifecycle costs.
- High Mold Costs: Die casting molds are complex and must withstand high temperatures and pressures. As a result, tooling costs are typically high, ranging from tens of thousands to hundreds of thousands of dollars, making it unsuitable for low-volume production.
- High Equipment Investment: Die casting requires expensive machinery, along with auxiliary systems such as melting furnaces and temperature control equipment, leading to significant initial capital investment.
4. Typical Applications of Die Casting
Die casting is widely used across various industries:
- Automotive Industry: Lightweight aluminum components such as engine housings, transmission cases, and structural brackets
- Aerospace Sector: Structural components requiring low weight and adequate strength
- Electronics Industry: Device housings, heat sinks, and enclosures
- Furniture and Home Appliances: Functional components and fasteners
- Power Tools and Machinery: Durable mechanical parts
- Toy Manufacturing: Metal die-cast models, including toy vehicles
A Introduction to Metal Stamping Processes
If metal casting can be described as a “liquid-state forming” process, metal stamping represents a “solid-state forming” approach. Instead of melting the material, stamping applies mechanical force directly to metal sheets, causing plastic deformation through the use of dies to achieve the desired shape.
Because stamping is typically performed at room temperature or under relatively low heat, the resulting components have a denser internal structure and more stable mechanical properties. This makes metal stamping one of the most widely used manufacturing methods in modern industry.

1. Process Principles and Characteristics
Metal stamping is a process in which mechanical or hydraulic presses apply high pressure to metal sheets in combination with dies to achieve forming. Unlike casting, it does not require melting the material.
Common stamping operations include:
- Blanking: Cutting sheet metal into specific shapes
- Bending: Forming the material into angles or curves
- Deep Drawing: Stretching flat sheets into cup-shaped or three-dimensional forms
- Embossing: Creating raised or recessed patterns or text on the surface
- Flanging: Forming edges or rims along the sheet boundary
These operations may be performed in a single stage or across multiple stages. After forming, secondary processes such as deburring, polishing, riveting, or tapping are often required. Surface finishing treatments may include electroplating, powder coating, or anodizing.
2. Core Advantages of Metal Stamping
Metal stamping holds a critical position in modern manufacturing due to several key advantages:
- High Structural Density: Since the process does not involve melting, the internal structure of stamped parts remains dense and uniform, free from casting-related defects such as porosity.
- Stable Mechanical Properties: Stamped components exhibit consistent mechanical performance, including strength and hardness, making them suitable for high-reliability applications.
- High Dimensional Accuracy: Stamping can achieve extremely tight tolerances, often within 0.01 mm, making it ideal for precision assemblies.
- High Production Efficiency: Modern stamping equipment can perform dozens or even hundreds of strokes per minute, enabling high-speed, continuous production.
- Wide Material Compatibility: Stamping can process a variety of metals, including steel, aluminum, and copper, without the material limitations seen in die casting.
- Lower Tooling Costs: Compared to die casting molds, stamping dies are generally simpler, less expensive, and have longer service lives.
- Ease of Automation: Stamping processes are well-suited for automation, reducing manual labor and improving production consistency.
3. Limitations of Metal Stamping
Despite its strengths, metal stamping also has certain limitations:
- Shape Constraints: Stamping is best suited for sheet-based parts. It has limited capability for producing highly complex three-dimensional structures or components with varying thickness.
- Thickness Limitations: It is not ideal for very thick or heavy components.
- Multiple Processing Steps: Complex parts often require multiple stages or different dies, increasing process complexity and cost.
- Difficult Tool Modification: Once a die is manufactured, making design changes can be costly and time-consuming.
- Material Waste: Stamping generates scrap material during cutting operations. Although recyclable, this reduces overall material utilization.
4. Typical Applications of Metal Stamping
Metal stamping is used extensively across industries:
- Automotive Industry: Body panels, chassis components, structural parts, engine brackets
- Electronics Industry: Connectors, terminals, shielding covers, enclosures
- Aerospace Industry: Thin-walled structural and precision components
- Construction Equipment: Structural and connection parts
- Home Appliances: Outer casings, internal supports, functional components
- Lighting Systems: Lamp housings and reflectors
- Medical Devices: High-precision instrument components
- Telecommunications: Connectors and base station components
Metal Casting vs. Metal Stamping
Although both are metal forming processes, casting and stamping differ significantly in principles and applications. One starts from a molten state, while the other works with solid materials. One excels at complex geometries, while the other specializes in thin-walled precision parts.
1. Process Principle Comparison
- Comparison Aspect Metal Casting (Die Casting) Metal Stamping
- Metal State Molten liquid Solid (room or elevated temperature)
- Forming Method Mold filling and solidification Plastic deformation
- Core Feature One-step complex shaping Shape formed through deformation
- Applicable Materials Mainly non-ferrous metals Steel, aluminum, copper, etc.
2. Performance Characteristics Comparison
- Structural Strength and Density: Stamped parts generally have higher density and no internal defects, resulting in better and more stable strength. Die-cast parts may contain internal porosity, which can affect performance under high loads.
- Dimensional Accuracy and Consistency: Stamping offers superior consistency in mass production. Die casting provides good accuracy, but variations due to shrinkage and mold wear may occur.
- Surface Quality: Die-cast parts typically have smoother surfaces, while stamped parts may require additional finishing depending on requirements.
3. Cost Structure Comparison
- Tooling Costs: Die casting molds are more complex and expensive, while stamping dies are simpler and more cost-effective.
- Per-Part Costs: Stamping generally has lower unit costs in large-scale production due to higher speed and efficiency.
- Low-Volume Production: Stamping is more suitable due to lower initial investment.
4. Production Efficiency Comparison
Stamping is typically faster than die casting. High-speed presses can achieve hundreds of cycles per minute, whereas die casting cycles are longer due to melting, injection, and cooling processes.
5. Design Flexibility Comparison
Metal casting offers greater design flexibility, allowing for complex internal cavities and irregular shapes. Stamping is more suitable for parts that can be formed from sheet metal.
Conclusion
Metal casting and metal stamping are both mature and essential metal forming technologies, each with unique advantages and suitable application scenarios.
Metal casting (especially die casting) is ideal for producing complex, large, and relatively heavy components, particularly with non-ferrous metals. It offers strong forming capabilities and excellent surface quality but comes with risks of internal defects, higher tooling costs, and material limitations.
Metal stamping, on the other hand, is better suited for high-volume production of thin-walled, high-precision, and relatively simple parts. It offers dense structure, stable performance, high efficiency, and controllable costs, though it has limitations in forming complex three-dimensional geometries.
In practical applications, the selection between these two processes should be based on a comprehensive evaluation of part geometry, material requirements, production volume, performance expectations, and cost constraints.
For complex and heavy components, metal casting may be the only feasible solution. For lightweight, high-precision, and mass-produced parts, metal stamping is typically the better choice.
Send your message to this supplier
Related Articles from the Supplier

A Comparison of Die Casting and Sand Casting
- Apr 30, 2025

A Comprehensive Guide to Aluminum Forgings
- Jul 25, 2024

A Guide to Non-Ferrous Alloy Casting
- Jun 27, 2025



What is a Cold Forged Stainless Steel Wing Nut?
- Sep 06, 2024
Related Articles from China Manufacturers

A Comparison of Gate Valves and Other Valves
- Dec 14, 2020




A Comparison of Gate Valves and Butterfly Valves
- Jun 17, 2022

A Comparison of Ramie Packing and PTFE Packing
- Dec 24, 2025
Related Products Mentioned in the Article
Supplier Website
Source: https://www.forging-casting-stamping.com/a-comparison-between-metal-casting-and-metal-stamping.html