Sealing Technology in Resilient Seated Gate Valves
The core of a resilient seated gate valve lies in the concept of resilient sealing. The reason this type of valve is widely used in municipal water supply systems is that it adopts a sealing mechanism fundamentally different from that of traditional metal-seated gate valves.
Conventional hard-seal gate valves rely on the precise metal-to-metal contact between the gate and the seat to achieve sealing. This requires extremely high machining accuracy, and even minor surface irregularities or impurities in the medium may cause leakage. In contrast, resilient seated gate valves utilize the elastic deformation capability of rubber materials. Under pressure, the rubber fills the microscopic gaps on the sealing surface, forming a reliable sealing barrier.
Specifically, when the valve is closed, the water pressure acts on the fully rubber-encapsulated gate. Under this pressure, the rubber undergoes slight adaptive elastic deformation and tightly fits against the inner surface of the precision-cast valve seat. Because rubber possesses excellent flexibility and resilience, even if there are minor casting defects or installation deviations on the seat surface, the rubber can compensate for these imperfections through deformation, ensuring sealing integrity.
This sealing method belongs to the category of dynamic sealing. Unlike the static sealing used in pipeline rubber sealing rings, the rubber sealing element in a resilient seated gate valve experiences repeated compression and rebound during every opening and closing cycle. As a result, it must withstand compression, maintain sufficient elasticity, and resist wear, which places higher demands on material performance.
Gate Sealing Structure
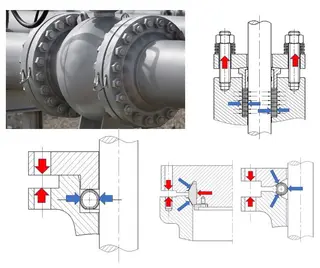
The gate sealing structure of resilient seated gate valves mainly falls into two types: stop-type sealing and wedge-type sealing. The sealing mechanisms and performance characteristics of these two designs differ significantly.

1. Stop-Type Sealing Structure
The stop-type sealing structure is mainly applied in large-diameter valves with DN250 and above. Its sealing characteristics can be summarized as “no side sealing, end-face sealing.”
During the closing process, the gate moves downward along the guide rails in the valve body. At this stage, the rubber on the side surfaces of the gate maintains a clearance with the inner wall of the valve body and does not contact or compress against it. Only when the gate reaches the final closed position does the rubber sealing surface at the bottom of the gate contact the valve seat. Under the combined action of operating force and water pressure, the rubber deforms to form a seal.
The main advantage of this structure is its low operating torque. Since there is no friction between rubber and metal during the closing process, the operator only needs to overcome the gate’s weight and guide rail friction, making operation easier and less labor-intensive. In addition, rubber wear mainly occurs at the final closing position, so the overall wear is relatively mild.
However, the stop-type structure requires higher manufacturing precision. The casting of the valve body sealing surface must ensure high dimensional accuracy and surface finish. Otherwise, uniform contact cannot be achieved at the final closing position, which may result in leakage. Consequently, the manufacturing cost is relatively higher.
2. Wedge-Type Sealing Structure
The wedge-type sealing structure is mainly used in medium and small diameter valves with DN200 and below. Its sealing mechanism is the opposite of the stop-type design and relies on side sealing.
During the closing process, the rubber on the side surfaces of the gate directly contacts the inner wall of the valve body and undergoes compression deformation. As the gate continues to move downward, the compression force gradually increases, resulting in greater rubber deformation until a complete sealing surface forms along the side of the gate. This structure utilizes the wedge-shaped fit between the gate and the valve body to enhance sealing through mechanical compression.
The advantage of the wedge-type design lies in its greater tolerance for casting accuracy. Since sealing mainly depends on rubber compression deformation, the precision requirements for the valve body sealing surface are relatively lower, making manufacturing costs easier to control. However, the trade-off is higher operating torque, as the operator must overcome friction between rubber and metal. Therefore, valves of the same size typically require more operating force than stop-type designs.
From a long-term operational perspective, the rubber in wedge-type structures tends to wear faster because friction occurs during every opening and closing cycle. Nevertheless, modern high-performance rubber materials have significantly alleviated this issue. In practical engineering applications, neither structure is inherently superior; the choice mainly depends on valve size, operating frequency, and cost considerations.
Rubber Sealing Materials for Resilient Seated Gate Valve
The quality of sealing materials directly determines the service life and reliability of resilient seated gate valves. Although rubber products may appear similar externally, their internal quality can vary greatly, making material selection a critical factor in ensuring sealing performance.
1. EPDM Rubber as the Preferred Material
Standards for water supply gate valves clearly specify that the rubber used for gate encapsulation should be EPDM (Ethylene Propylene Diene Monomer). This synthetic rubber demonstrates outstanding comprehensive performance in water supply environments.
Its aging resistance is excellent because the molecular structure of EPDM has high saturation and contains no easily degradable double bonds, allowing it to resist heat, oxygen, ozone, and ultraviolet radiation over long periods. In buried water supply pipelines, the effects of temperature fluctuations, soil chemicals, and microorganisms are therefore minimized.
EPDM also exhibits strong compression resistance, maintaining elastic recovery even after long-term compression. This characteristic is particularly important for valves that require frequent operation, ensuring reliable sealing even after many years of service.
In addition, EPDM offers excellent chemical stability, showing resistance to organic compounds, acids, alkalis, and oxidizing agents present in water. Its wide temperature adaptability allows it to maintain elasticity in cold climates while resisting softening in high summer temperatures.
European water supply pipelines have fully adopted EPDM rubber sealing rings, which demonstrates its reliability and durability. In China and many other regions, EPDM has also become the standard material for municipal water supply valves.
2. Hardness Selection and Thickness Design
The selection of rubber hardness must balance sealing performance and operability. If the rubber hardness is too low, its strength may be insufficient, leading to excessive deformation or damage under high pressure. If the hardness is too high, the elasticity becomes insufficient, making it difficult to adapt to microscopic irregularities on sealing surfaces while also increasing operating torque.
Standards generally recommend a hardness of 65–75 IRHD (International Rubber Hardness Degrees). When the working pressure exceeds 1.6 MPa, the hardness may be slightly increased to enhance pressure resistance, but it should typically not exceed 80 IRHD, as excessive hardness reduces necessary elasticity.
The thickness of the rubber coating on the gate also has specific requirements. The overall thickness should not be less than 2 mm, while the sealing surface thickness is generally between 6 and 9 mm. This range ensures adequate strength and wear resistance while providing sufficient space for elastic deformation.
3. Non-Toxic Safety Requirements
For resilient seated gate valves used in drinking water systems, rubber sealing components must undergo strict safety evaluations. All materials that come into direct contact with the medium must use non-toxic formulations, and the use of recycled rubber is strictly prohibited.
Recycled rubber has complex sources and may contain harmful substances such as heavy metals or polycyclic aromatic hydrocarbons. Over long-term use, these substances may slowly release into the water, posing potential health risks. In contrast, virgin EPDM produced under controlled formulations and processing ensures water quality safety.
Rubber products must also pass non-metallic material impact tests on water quality, including immersion tests and toxicological assessments, to verify their suitability for drinking water contact.
4. Quality Defect Control
High-quality rubber encapsulation on the gate should be free from defects such as air bubbles, cracks, scars, damage, or exposed cast iron. Air bubbles can reduce local strength and may rupture under pressure. Cracks and scars act as stress concentration points that accelerate fatigue failure. Exposed cast iron directly compromises the protective function of the rubber layer, leading to metal corrosion and sealing failure.
Strict control of the vulcanization process during manufacturing is essential to ensure strong bonding between the rubber and the metal framework, preventing delamination during service.
Stem Sealing System
Stem sealing is another crucial aspect of resilient seated gate valve sealing technology. Unlike gate sealing, stem sealing combines both static and dynamic sealing. The stem must maintain sealing both when stationary and during rotational movement during valve operation.
1. Limitations of Traditional Packing Gland Structures
Traditional gate valves commonly use a packing gland structure, where packing materials such as asbestos rope or graphite packing are compressed around the valve stem to achieve sealing.
However, this structure has several significant drawbacks. It depends on slight leakage of the medium to lubricate the stem, which results in continuously damp valve surfaces and accelerates corrosion. The friction between packing and stem is also relatively high, leading to large operating torque and labor-intensive operation.
Additionally, traditional packing often contains asbestos fibers, which are recognized carcinogens and pose health risks during maintenance. Because packing glands require leakage for lubrication, they are also unsuitable for direct burial installations, as soil contaminants may enter the packing and accelerate wear.
For these reasons, packing gland structures are generally not permitted in water supply systems, particularly for buried resilient seated gate valves.
2. Triple O-Ring Sealing Structure
Modern resilient seated gate valves widely adopt a triple O-ring sealing structure, representing a significant advancement in stem sealing technology.
The first O-ring is located at the lowest position between the stem and the bonnet and directly faces the medium inside the valve body. It serves as the primary sealing barrier, preventing medium from leaking upward along the stem.
The second O-ring is positioned above the first one and functions as an auxiliary seal, providing backup protection in case the primary seal fails while sharing part of the pressure load.
The third O-ring is located near the gland area and mainly reduces pressure in that region while preventing external contaminants from entering the stem cavity.
3. Advantages of O-Ring Sealing
Compared with traditional packing structures, O-ring sealing offers several advantages. It provides lower friction resistance due to the smaller contact area and lower friction coefficient between rubber and metal, significantly reducing operating torque.
O-rings also do not require lubrication from medium leakage, allowing the valve surface to remain dry and making the valve suitable for buried installations. The multi-layer sealing structure offers redundancy, ensuring that failure of a single seal does not immediately result in leakage. Maintenance is simpler as O-rings are easier to replace than traditional packing materials.
4. Machining Precision Requirements
O-ring sealing requires higher machining quality for the valve stem. The stem surface roughness must be controlled within an appropriate range. Excessively rough surfaces accelerate O-ring wear, while overly smooth surfaces may reduce lubrication and increase friction.
The direction of machining marks also affects sealing performance. Transverse tool marks may cut the O-ring during stem movement, leading to sealing failure. Therefore, precision grinding or polishing processes are recommended to ensure surface quality.
5. Material Selection
Recommended materials for valve stem O-rings include NBR (Nitrile Rubber) and EPDM. NBR offers excellent oil resistance and is suitable when the medium contains oily substances. EPDM provides better aging resistance and is more suitable for general water applications.
Regardless of the chosen material, it must comply with relevant standards to ensure adequate aging resistance, as rubber aging directly affects valve service life.
Sealing Failure Modes and Preventive Measures
Understanding the causes of sealing failure helps implement targeted preventive measures to extend valve service life.
1. Rubber Aging
Rubber aging is the most common cause of sealing failure. It may manifest as hardening, brittleness, loss of elasticity, stickiness, or cracking. Contributing factors include thermal oxidation, ozone cracking, ultraviolet degradation, and mechanical fatigue.
Preventive measures include selecting aging-resistant materials such as EPDM, avoiding long-term exposure to direct sunlight, ensuring adequate soil cover for buried installations, and periodically operating the valve to prevent prolonged static compression.
2. Permanent Deformation
Long-term compression can lead to stress relaxation and increased compression set, reducing elastic recovery and sealing pressure.
Preventive measures include maintaining appropriate rubber hardness, avoiding overpressure operation, and periodically operating the valve to allow the rubber to recover elasticity.
3. Wear Damage
Frequent operation may cause wear on the rubber sealing surface, particularly in wedge-type side sealing structures. Wear reduces rubber thickness and sealing pressure.
Preventive measures include selecting wear-resistant rubber formulations, controlling operation frequency, installing filtration systems in media containing impurities, and conducting regular inspections.
4. Mechanical Damage
Improper installation, foreign objects in the valve cavity, or excessive operating force may cause scratches, tearing, or detachment of the rubber layer.
Preventive measures include proper installation procedures, flushing pipelines before valve installation, smooth operation, and periodic cleaning of foreign objects.
5. Corrosion Penetration
Although the rubber coating isolates the metal framework from the medium, defects or local damage may allow the medium to contact the metal skeleton, causing corrosion. The expansion of corrosion products may further damage the rubber layer.
Preventive measures include strict inspection of rubber appearance during procurement and timely repair or replacement if damage is detected.
Conclusion
The sealing technology of resilient seated gate valves represents a comprehensive engineering discipline involving materials science, mechanical design, and fluid mechanics. From the molecular structure of rubber materials to the geometric shape of the gate sealing surface, from the arrangement of stem O-rings to the control of machining surface roughness, every detail influences the final sealing performance.
Understanding these sealing principles and technical considerations helps engineers select appropriate valves, procurement personnel evaluate product quality, and maintenance teams implement effective servicing strategies. As urban water supply systems continue to demand higher safety and reliability, mastering the sealing technology of resilient seated gate valves plays a crucial role in ensuring water supply security, reducing leakage rates, and extending infrastructure service life.
Send your message to this supplier
Related Articles from the Supplier
Sealing Technology in Resilient Seated Gate Valves
- Mar 14, 2026


Sealing Performance and Maintenance of Ball Valves
- Nov 12, 2025

Valve Sealing Principles and Influencing Factors
- Feb 20, 2025



Related Articles from China Manufacturers






Related Products Mentioned in the Article
Zhejiang Kosen Valve Co., Ltd.
- https://www.kosenvalve.com/
- Business Type: Industry & Trading, Manufacturer,
Supplier Website
Source: https://www.kosenvalve.com/media-hub/sealing-technology-in-resilient-seated-gate-valves.html