Comprehensive Guide to Valve Backseat Sealing Technology
Valve backseat sealing, also commonly referred to as “upper sealing,” is a critical sealing feature in shut-off valves, including gate valves, globe valves, and throttle valves. It serves as an essential auxiliary seal that ensures operational reliability and protects valve packing from direct exposure to high-pressure process media. While often overlooked in basic valve design discussions, backseat sealing plays a pivotal role in prolonging the lifespan of packing, preventing leakage, and enabling safe maintenance operations.
In practical terms, a backseat is designed to prevent the process medium from entering the valve's stuffing box or packing area when the valve is fully open. This is particularly important for valves that handle high-pressure, high-temperature, or corrosive media. Without a backseat, the valve packing would be directly exposed to the full force of the flowing medium, leading to rapid wear, erosion, and premature leakage.
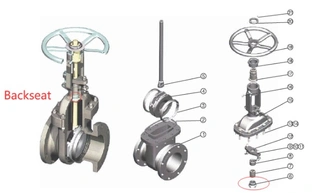
Structurally, the backseat is positioned in the middle-to-upper portion of the valve stem. When a gate valve or globe valve reaches the fully open position, the sealing surface on the stem engages with a corresponding seat within the valve bonnet. This engagement forms an additional, reliable barrier that isolates the packing from process pressure. Though subtle in design, the valve backseat ensures both operational safety and the ability to perform maintenance without shutting down the system entirely.
Core Principle of Backseat Sealing
To fully understand how backseat sealing protects valve packing, it is essential to examine the pressure dynamics and forces acting on the valve during opening and closing.
1. Pressure Differences During Valve Operation
To understand the backseat's function, it is essential to examine the pressure dynamics within a valve at different operating states. When a gate valve, globe valve, or throttle valve is in the closed position, the flow of the medium is completely interrupted. The cavity inside the valve body is either nearly pressure-free or at a pressure significantly lower than the pipeline's operating pressure. Under these conditions, the packing on the valve stem is under minimal load and operates in a relatively relaxed environment.
When the valve opens, the situation changes dramatically. The medium begins to flow beneath the valve disc or plug, and the packing area is now exposed to the full working pressure of the system. For media that are corrosive, hot, or highly pressurized, this can lead to continuous erosion, wear, and thermal degradation of the packing material. Over time, the packing becomes loose, leading to external leakage. This scenario illustrates why a protective seal is required when the valve is fully open.
2. Protective Mechanism of the Backseat
The backseat is specifically designed to prevent packing from being directly subjected to process pressure. Once the valve reaches the fully open position, the stem continues to rise, pressing its middle sealing surface against the bonnet's corresponding surface. This contact creates a secondary seal that isolates the packing from the medium's pressure.
This design provides two main advantages:
- Extended packing life: By isolating the packing from the direct impact of high-pressure media, the backseat reduces wear and significantly lowers the risk of leakage due to packing deterioration.
- Facilitated online maintenance: If minor leakage is detected at the packing, operators can temporarily relieve pressure at the packing by using the backseat, allowing for tightening or replacement without stopping the entire system.
In essence, the backseat functions as a temporary pressure barrier that both protects the packing and enables safer maintenance procedures.
Valve Backseat Testing
Given its critical role, the backseat must undergo rigorous testing to ensure reliability. Standards such as API 598 (Section 6.2) and API 6D (Section 10.2) provide internationally recognized testing requirements for backseat sealing. The main goal of these tests is to verify that the backseat can effectively isolate process pressure under operational conditions.
The standard testing process includes several key steps:
- Installation Preparation: The valve is mounted on a dedicated test bench in the fully open position. At this point, the backseat should be engaged and compressed. Both ends of the valve are sealed to form a closed test chamber.
- Release Packing Pressure: If the valve includes a packing gland, it must be loosened during testing to ensure the packing does not influence results. This step isolates the backseat for accurate evaluation.
- Apply Test Pressure: Water is commonly used as the test medium. The test pressure should be at least 110% of the valve's maximum allowable working pressure. For instance, a 20-inch, Class 900 valve made of A216 WCB with a design pressure of 2252 psi requires a backseat test pressure of 2477 psi.
- Pressure Hold and Observation: The valve is held at test pressure for a specified duration. API 598 requires 15 seconds for valves under 2 inches and 60 seconds for larger valves. API 6D specifies 2 minutes for valves under 4 inches and 5 minutes for valves over 6 inches. During this time, the stem area must be carefully monitored for leakage.
- Result Assessment: Any visible leakage at the stem indicates test failure. Passing the test confirms that the backseat can reliably isolate process pressure in operational conditions.
Applications and Suitable Valve Types
Backseat sealing is particularly recommended for shut-off valves that experience high pressure at the packing area when fully open. These include:
- Gate Valves: As the most common shut-off valves, gate valves feature a disc that slides between seats to isolate flow. Full-open gate valves have a straight-through flow path, with minimal exposure of the disc to the flow, making them ideal for backseat protection.
- Globe Valves: Flow enters below and exits above the disc. When fully open, the packing is exposed to working pressure, which the backseat isolates.
- Throttle Valves: Functionally similar to globe valves, throttle valves benefit from backseat sealing to protect the packing from medium pressure and flow turbulence.
Industry standards suggest that these valves be equipped with backseats to improve packing working conditions, extend service life, and minimize leakage risks.
Operational Guidelines to Avoid Misuse
Proper use of backseat sealing is critical to prevent operational issues:
1. Manual Valves
For manually operated valves, once the valve is fully open and the backseat is engaged, operators should rotate the handwheel slightly toward the closing direction (usually one full turn, or as specified by the manufacturer) to disengage the backseat. This prevents prolonged compression that could cause packing wear, thermal jamming, or operational difficulties.
Documentation and training are essential. All operators should understand the correct procedure, and supervisors should regularly inspect valves to ensure none remain long-term in the backseat-compressed position.
2. Actuated Valves
Valves driven by electric, pneumatic, or hydraulic actuators also carry the risk of backseat misuse. Improper actuator travel settings may keep the backseat engaged when fully open, causing packing drying, thermal binding, or difficulty in closing.
Manufacturers must carefully calibrate actuators to disengage the backseat at full opening. Users should verify actuator settings during acceptance testing and routine maintenance. Field experience shows that globe valves in high-pressure, high-temperature discharge systems with pneumatic actuators often experience accelerated packing wear due to improper backseat use.
Material Selection for Backseats
Backseats must withstand harsh conditions, including high temperatures, high pressures, and corrosive media. Key material requirements include:
- Corrosion resistance: Must resist acids, alkalis, salts, and hydrocarbons.
- High-temperature stability: Maintain mechanical and sealing properties without deformation or softening.
- Wear resistance: Handle repeated contact with the valve stem and mating surfaces.
- Mechanical strength: Withstand medium pressure and operational torque without plastic deformation or failure.
Common materials include high-performance polymers such as PTFE and PEEK, as well as metallic alloys like stainless steel and hard alloys. Material choice depends on medium composition, operating temperature, pressure, and cost considerations.
Safety and Maintenance Recommendations
To ensure backseat functionality and valve longevity:
- Temporary Use Only: The backseat is meant for temporary isolation of packing from the medium. Once the valve is fully open, disengage the backseat via handwheel or actuator adjustment.
- No Pressurized Maintenance: Never perform packing replacement or maintenance under pressure using the backseat. Always depressurize and verify safety before any work.
- Regular Testing: Perform backseat tests according to API 598 or API 6D standards. Noncompliant valves must be repaired or replaced promptly.
- Operator Training: Train personnel to avoid misconceptions about long-term backseat use. Establish standardized operational procedures and inspection protocols.
Valves are essential components of industrial pipeline systems, and their reliability directly impacts production safety and environmental protection. Correct understanding and application of backseat sealing are crucial for maintaining stable, long-term valve operation and preventing operational risks.
Conclusion
Backseat sealing is a critical design feature for gate, globe, and throttle valves. When properly applied, it isolates packing from high-pressure media, significantly prolongs valve life, reduces leakage risk, and allows safer maintenance operations. However, misuse—such as prolonged engagement, incorrect actuator settings, or performing maintenance under pressure—can negate these benefits and cause early packing failure. Engineers and operators must understand the principles, proper applications, material requirements, testing procedures, and operational best practices associated with backseat sealing to ensure valves operate safely and efficiently in demanding industrial environments.
Send your message to this supplier
Related Articles from the Supplier


A Comprehensive Guide to Valve Hydrostatic Testing
- Jul 19, 2025
Related Articles from China Manufacturers

A Comprehensive Guide to Valve Gaskets Installation
- Jul 17, 2025


Comprehensive Guide to Globe Valve Selection
- Feb 27, 2026


Comprehensive Guide to Globe Valve Maintenance
- Apr 08, 2025

Comprehensive Guide to Control Valve Selection
- Oct 22, 2025


Related Products Mentioned in the Article
Supplier Website
Source: https://www.bossealvalves.com/news/comprehensive-guide-to-valve-backseat-sealing-technology.html