High Pressure 3 Piece DBB Ball Valve, DN400, API 6D

Key Specifications / Features
We Provide High Pressure 3 Piece DBB Ball Valves, Metal Seated Floating Ball Valves, 3 Pieces, DBB, DN400, 16 Inch, 150-2500 LB, API 6D, API 608, RF.
Request a quote
Detail Information
High-Pressure Flanged Floating Ball Valve
Name: 3 Piece Ball Valve DBB Ball Valve
Standard: API 6D
Size: DN400, 16 Inch
Pressure: Class 150, 300, 600, 900, 1500, 2500 LB
Temperature Of Media: -29℃ To 120℃
Product Range
Size: 2 - 20 Inch, DN50-DN500
Pressure: Class 150-2500 LB
Material: ASTM A105, ASTM A182 LF2, ASTM A182 F304, ASTM A182 F316, ASTM A182 F51, ASTM A182 F53, ASTM A182 F55, Alloy 20, Monel, Inconel, Hastelloy
Design: API 6D, ASME B16.34
Seat Material: PTFE, RPTFE, Devlon, Nylon, Peek, Metal To Metal
Connection: Thread BSP NPT, Female Thread/OD Size, threaded, Female, RF, RTJ, SW
Feature: Flanged Floating Ball Valve, Metal Seated DBB Ball Valve
VERVO Twin Ball DBB Valve is offered in 3 PC side entry body, the design adopts the structure of two balls in series. Twin Ball DDB Valve are manufactured according to API 6D or API 608 Design and fire tested per API 6FA and API 607 Standard.
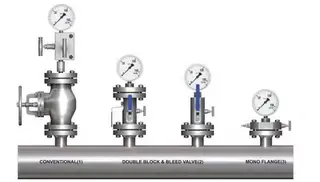
1. Double Block And Bleed (DBB)
When the valve is closed and the middle cavity is emptied through the discharge valve, the upstream and downstream seats will independently block the fluid at the inlet and outlet to realize the double block function. Another function of the discharge device is that the valve seat can be checked if there is any leakage during the test. In addition, the deposits inside the body can be washed and discharged through the discharge device to reduce damage to the seat by impurities in the medium.
2. Low Operating Torque
The trunnion pipeline ball valve adopts the trunnion ball structure and floating valve seat, so as to achieve lower torque under operating pressure. It uses self-lubricating PTFE and sliding bearing to reduce the friction coefficient to the lowest in conjunction with the high intensity and high fineness stem.
3. Emergency Sealing Device
The ball valves with a diameter of more than or equal to 6″(DN150) are all designed with sealant injection devices on the stem and seat. When the seat ring or stem O ring is damaged due to an accident, the corresponding sealant can be injected by the sealant injection device to avoid medium leakage on the seat ring and stem. If necessary, the auxiliary sealing system can be used for washing and lubricating the seat to maintain its cleanliness.
4. Fireproof Structure Design
In case of fire during the use of the valve, the seat ring, stem O ring and middle flange O ring made of PTFE, rubber or other non-metal materials will be decomposed or damaged under high temperature. Under the pressure of the medium, the ball valve will push the seat retainer rapidly towards the ball to make the metal seal ring contact the ball and form the auxiliary metal-to-metal sealing structure, which can effectively control valve leakage. The fireproof structure design of the trunnion pipeline ball valve conforms to requirements in API 607, API 6FA, BS 7655 and other standards.
5. Anti-static Structure
The ball valve is provided with the anti-static structure and adopts the static electricity discharge device to directly form a static channel between the ball and body or form a static channel between the ball and body through the stem, so as to discharge the static electricity produced due to friction during the opening and closing of ball and seat through the pipeline, avoiding fire or explosion that may be caused by static spark and ensuring system safety.
6. Reliable seat sealing structure
The seat sealing is realized through two floating seat retainers. They can float axially to block the fluid, including ball sealing and body sealing. The low-pressure sealing of the valve seat is realized by spring pre-tightening. In addition, the piston effect of the valve seat is designed reasonably, which realizes high-pressure sealing by the pressure of the medium itself. The following two kinds of ball sealing can be realized.
7. Single Sealing (automatic Pressure Relief In Middle Cavity Of Valve)
Generally, the single sealing structure is used, that is, there is only the upstream sealing. As the independent spring loaded upstream and downstream sealing seats are used, the over-pressure inside the valve cavity can overcome the pre-tightening effect of the spring, so as to make the seat release from the ball and realize automatic pressure relief towards the downstream part. The upstream side: When the seat moves axially along the valve, the pressure P exerted on the upstream part(inlet) produces a reverse force on A1. As A2 is higher than A1, A2-A1=B1, the force on B1 will push the seat to the ball and realize tight sealing of the upstream part.
8. Double Sealing (double Piston)
The trunnion pipeline ball valve can be designed with the double sealing structure before and after the ball for some special service conditions and user requirements. It has a double piston effect. Under normal conditions, the valve generally adopts primary sealing. When the primary seat sealing is damaged and causes leakage. The secondary seat can play the function of sealing and enhance the sealing reliability. The seat adopts the combined structure. The primary seal is a metal-to-metal seal. The secondary seal is a fluorine rubber O ring that can ensure the ball valve reaches the bubble level sealing. When the pressure differential is very low, the sealing seat will press the ball through the spring action to realize primary sealing. When the pressure differential rises, the sealing force of the seat and body will increase accordingly so as to tightly seal the seat and ball and ensure good sealing performance. Primary sealing: Upstream. When the pressure differential is lower or there is no pressure differential, the floating seat will move axially along the valve under the spring action and push the seat towards the ball to keep tight sealing. When the pipeline pressure P increases, the force exerted on area A2 of the valve seat is higher than the force exerted on area A1, A2-A1=B1. Therefore, the force on B1 will push the seat towards the ball and realize tight sealing of the upstream part. Secondary sealing: Downstream. When the pressure differential is lower or there is no pressure differential, the floating seat will move axially along the valve under the spring action and push the seat towards the ball to keep tight sealing. When the valve cavity pressure P increases, the force exerted on the area A4 of the valve seat is higher than the force exerted on the area A3, A4-A3=B1. Therefore, the force on B1 will push the seat towards the ball and realize tight sealing of the upstream part.
9. Safety Relief Device
As the ball valve is designed with advanced primary and secondary sealing that has a double piston effect, and the middle cavity cannot realize automatic pressure relief, the safety relief valve must be installed on the body in order to prevent the danger of over-pressure damage inside the valve cavity that may occur due to thermal expansion of the medium. The connection of the safety relief valve is generally NPT1/2. Another point to be noted is that the medium of the safety relief valve is directly discharged into the atmosphere. In case direct discharging into the atmosphere is not allowed, we suggest that the ball valve with a special structure of automatic pressure relief towards the upper stream should be used. Refer to the following for details. Please indicate in the order if you do not need the safety relief valve or if you would like to use the ball valve with the special structure of automatic pressure relief towards the upper stream.
10. Special Structure Of Automatic Pressure Relief Towards Upper Stream
As the ball valve is designed with advanced primary and secondary sealing that has a double piston effect, and the middle cavity cannot realize automatic pressure relief, the ball valve with the special structure is recommended to meet the requirement of automatic pressure relief and ensure no pollution to the environment. In the structure, the upper stream adopts primary sealing and the lower stream adopts primary and secondary sealing. When the ball valve is closed, the pressure in the valve cavity can realize automatic pressure relief to the upper stream, so as to avoid the danger caused by cavity pressure. When the primary seat is damaged and leaks, the secondary seat can also play the function of sealing. But special attention shall be paid to the flow direction of the ball valve. During the installation, note the upstream and downstream directions. Refer to the following drawings for the sealing principle of the valve with the special structure.
11. Blow-out Proof Stem
The stem adopts the blow-out-proof structure. The stem is designed with the footstep at its bottom so that with the positioning of the upper-end cover and screw, the stem will not be blown out by the medium even in case of abnormal pressure in the valve cavity.
12. Corrosion Resistance And Sulfide Stress Resistance
Certain corrosion allowance is left for the body wall thickness. The carbon steel stem, fixed shaft, ball, seat and seat ring are subjected to chemical nickel plating according to ASTM B733 and B656. In addition, various corrosion-resistant materials are available for users to select. According to customer requirements, the valve materials can be selected according to NACE MR 0175/ISO 15156 or NACE MR 0103, and strict quality control and quality inspection should be carried out during the manufacturing so as to fully meet the requirements in the standards and meet the service conditions in sulfurization environment.
13. Extension Stem
As for the embedded valves, the extension stem can be supplied if the ground operation is needed. The extension stem is composed of a stem, sealant injection valve, and drainage valve that can be extended to the top for the convenience of operation. Users should indicate the extension stem requirements and length when placing orders. For ball valves driven through electric, pneumatic and pneumatic-hydraulic operations, the extension stem length should be from the center of the pipeline to the top flange.
Name: 3 Piece Ball Valve DBB Ball Valve
Standard: API 6D
Size: DN400, 16 Inch
Pressure: Class 150, 300, 600, 900, 1500, 2500 LB
Temperature Of Media: -29℃ To 120℃
| Model number | Q41Y-600LB-DN400 |
| Item | Twin Ball valve |
| Certification | CE,TS,ISO9001,ISO14001,ISO18001 |
| Connection form | flange |
| Body material | forging |
| Seal material | Double seal construction |
| Feature | Easy disassembly and assembly |
Product Range
Size: 2 - 20 Inch, DN50-DN500
Pressure: Class 150-2500 LB
Material: ASTM A105, ASTM A182 LF2, ASTM A182 F304, ASTM A182 F316, ASTM A182 F51, ASTM A182 F53, ASTM A182 F55, Alloy 20, Monel, Inconel, Hastelloy
Design: API 6D, ASME B16.34
Seat Material: PTFE, RPTFE, Devlon, Nylon, Peek, Metal To Metal
Connection: Thread BSP NPT, Female Thread/OD Size, threaded, Female, RF, RTJ, SW
Feature: Flanged Floating Ball Valve, Metal Seated DBB Ball Valve
VERVO Twin Ball DBB Valve is offered in 3 PC side entry body, the design adopts the structure of two balls in series. Twin Ball DDB Valve are manufactured according to API 6D or API 608 Design and fire tested per API 6FA and API 607 Standard.
1. Double Block And Bleed (DBB)
When the valve is closed and the middle cavity is emptied through the discharge valve, the upstream and downstream seats will independently block the fluid at the inlet and outlet to realize the double block function. Another function of the discharge device is that the valve seat can be checked if there is any leakage during the test. In addition, the deposits inside the body can be washed and discharged through the discharge device to reduce damage to the seat by impurities in the medium.
2. Low Operating Torque
The trunnion pipeline ball valve adopts the trunnion ball structure and floating valve seat, so as to achieve lower torque under operating pressure. It uses self-lubricating PTFE and sliding bearing to reduce the friction coefficient to the lowest in conjunction with the high intensity and high fineness stem.
3. Emergency Sealing Device
The ball valves with a diameter of more than or equal to 6″(DN150) are all designed with sealant injection devices on the stem and seat. When the seat ring or stem O ring is damaged due to an accident, the corresponding sealant can be injected by the sealant injection device to avoid medium leakage on the seat ring and stem. If necessary, the auxiliary sealing system can be used for washing and lubricating the seat to maintain its cleanliness.
4. Fireproof Structure Design
In case of fire during the use of the valve, the seat ring, stem O ring and middle flange O ring made of PTFE, rubber or other non-metal materials will be decomposed or damaged under high temperature. Under the pressure of the medium, the ball valve will push the seat retainer rapidly towards the ball to make the metal seal ring contact the ball and form the auxiliary metal-to-metal sealing structure, which can effectively control valve leakage. The fireproof structure design of the trunnion pipeline ball valve conforms to requirements in API 607, API 6FA, BS 7655 and other standards.
5. Anti-static Structure
The ball valve is provided with the anti-static structure and adopts the static electricity discharge device to directly form a static channel between the ball and body or form a static channel between the ball and body through the stem, so as to discharge the static electricity produced due to friction during the opening and closing of ball and seat through the pipeline, avoiding fire or explosion that may be caused by static spark and ensuring system safety.
6. Reliable seat sealing structure
The seat sealing is realized through two floating seat retainers. They can float axially to block the fluid, including ball sealing and body sealing. The low-pressure sealing of the valve seat is realized by spring pre-tightening. In addition, the piston effect of the valve seat is designed reasonably, which realizes high-pressure sealing by the pressure of the medium itself. The following two kinds of ball sealing can be realized.
7. Single Sealing (automatic Pressure Relief In Middle Cavity Of Valve)
Generally, the single sealing structure is used, that is, there is only the upstream sealing. As the independent spring loaded upstream and downstream sealing seats are used, the over-pressure inside the valve cavity can overcome the pre-tightening effect of the spring, so as to make the seat release from the ball and realize automatic pressure relief towards the downstream part. The upstream side: When the seat moves axially along the valve, the pressure P exerted on the upstream part(inlet) produces a reverse force on A1. As A2 is higher than A1, A2-A1=B1, the force on B1 will push the seat to the ball and realize tight sealing of the upstream part.
8. Double Sealing (double Piston)
The trunnion pipeline ball valve can be designed with the double sealing structure before and after the ball for some special service conditions and user requirements. It has a double piston effect. Under normal conditions, the valve generally adopts primary sealing. When the primary seat sealing is damaged and causes leakage. The secondary seat can play the function of sealing and enhance the sealing reliability. The seat adopts the combined structure. The primary seal is a metal-to-metal seal. The secondary seal is a fluorine rubber O ring that can ensure the ball valve reaches the bubble level sealing. When the pressure differential is very low, the sealing seat will press the ball through the spring action to realize primary sealing. When the pressure differential rises, the sealing force of the seat and body will increase accordingly so as to tightly seal the seat and ball and ensure good sealing performance. Primary sealing: Upstream. When the pressure differential is lower or there is no pressure differential, the floating seat will move axially along the valve under the spring action and push the seat towards the ball to keep tight sealing. When the pipeline pressure P increases, the force exerted on area A2 of the valve seat is higher than the force exerted on area A1, A2-A1=B1. Therefore, the force on B1 will push the seat towards the ball and realize tight sealing of the upstream part. Secondary sealing: Downstream. When the pressure differential is lower or there is no pressure differential, the floating seat will move axially along the valve under the spring action and push the seat towards the ball to keep tight sealing. When the valve cavity pressure P increases, the force exerted on the area A4 of the valve seat is higher than the force exerted on the area A3, A4-A3=B1. Therefore, the force on B1 will push the seat towards the ball and realize tight sealing of the upstream part.
9. Safety Relief Device
As the ball valve is designed with advanced primary and secondary sealing that has a double piston effect, and the middle cavity cannot realize automatic pressure relief, the safety relief valve must be installed on the body in order to prevent the danger of over-pressure damage inside the valve cavity that may occur due to thermal expansion of the medium. The connection of the safety relief valve is generally NPT1/2. Another point to be noted is that the medium of the safety relief valve is directly discharged into the atmosphere. In case direct discharging into the atmosphere is not allowed, we suggest that the ball valve with a special structure of automatic pressure relief towards the upper stream should be used. Refer to the following for details. Please indicate in the order if you do not need the safety relief valve or if you would like to use the ball valve with the special structure of automatic pressure relief towards the upper stream.
10. Special Structure Of Automatic Pressure Relief Towards Upper Stream
As the ball valve is designed with advanced primary and secondary sealing that has a double piston effect, and the middle cavity cannot realize automatic pressure relief, the ball valve with the special structure is recommended to meet the requirement of automatic pressure relief and ensure no pollution to the environment. In the structure, the upper stream adopts primary sealing and the lower stream adopts primary and secondary sealing. When the ball valve is closed, the pressure in the valve cavity can realize automatic pressure relief to the upper stream, so as to avoid the danger caused by cavity pressure. When the primary seat is damaged and leaks, the secondary seat can also play the function of sealing. But special attention shall be paid to the flow direction of the ball valve. During the installation, note the upstream and downstream directions. Refer to the following drawings for the sealing principle of the valve with the special structure.
11. Blow-out Proof Stem
The stem adopts the blow-out-proof structure. The stem is designed with the footstep at its bottom so that with the positioning of the upper-end cover and screw, the stem will not be blown out by the medium even in case of abnormal pressure in the valve cavity.
12. Corrosion Resistance And Sulfide Stress Resistance
Certain corrosion allowance is left for the body wall thickness. The carbon steel stem, fixed shaft, ball, seat and seat ring are subjected to chemical nickel plating according to ASTM B733 and B656. In addition, various corrosion-resistant materials are available for users to select. According to customer requirements, the valve materials can be selected according to NACE MR 0175/ISO 15156 or NACE MR 0103, and strict quality control and quality inspection should be carried out during the manufacturing so as to fully meet the requirements in the standards and meet the service conditions in sulfurization environment.
13. Extension Stem
As for the embedded valves, the extension stem can be supplied if the ground operation is needed. The extension stem is composed of a stem, sealant injection valve, and drainage valve that can be extended to the top for the convenience of operation. Users should indicate the extension stem requirements and length when placing orders. For ball valves driven through electric, pneumatic and pneumatic-hydraulic operations, the extension stem length should be from the center of the pipeline to the top flange.
Send your message to this supplier
FAQs
Similar Products




Related Searches
Products you might also like
-320x320.webp)







Supplier Website
Source: https://www.vervovalve.com/high-pressure-3-piece-dbb-ball-valve-dn400-api-6d.html