Low-E Packing for Gate Valve, SS 316, Graphite, 38mm * 58mm

Key Specifications / Features
The Low-emission Graphite Packing Supplier offers specialized packing solutions for Class 900 LB ASTM A216 WCB gate valves. Each packing set includes seven rings with an inner diameter of 38 mm and an outer diameter of 58 mm. Made from high-quality graphite and reinforced with SS 316, these packing sets are designed to meet the stringent emission standards of ISO 15848-1. They provide reliable sealing performance, ensuring minimal emissions and enhanced safety in critical industrial applications.
Detail Information
Product Name: Low-emission Packing for Class 900 LB ASTM A216 WCB Gate Valve
Size: ID 38mm * OD 58mm * 7 Rings
Model: M600
Material Composition:
Upper and Lower End Rings: Graphite + Metal Wire (20% content, Material: SS 316, Inconel 600 or Inconel 625 optional)
Middle Section: Pure Graphite
Material Properties:
Graphite Purity: ≥99%
Sulfur Content: ≤50 PPM
Chlorine Content: ≤20 PPM
Certification: ISO 15848-1 (400°C) for Class 1500-2500 LB type test
Product Features:
Low Torque Self-Lubricating Function
No stem binding caused by overloading of gland bolts
Suitable for API 600/API 6D valve applications
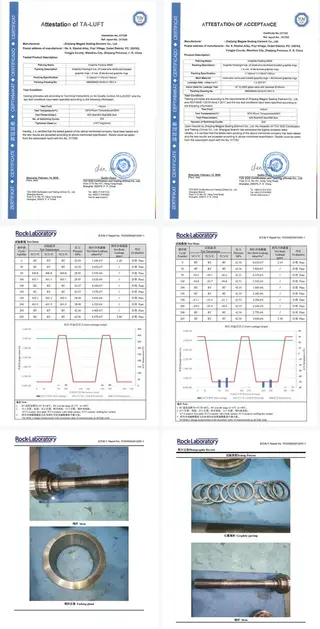
API 622 TUV Experimental Data Report


The type test report for the M600 model in forged steel self-sealing gate valve.
Test temperature: 400°C and -30°C.
Pressure: 2500 psi.
Obtained ISO 15848-1 and TA-LUFT certifications.

Type Test Report for M600 Model 16-inch Globe Valve Test
Temperature: 400°C and -50°C.
Pressure: Class 2500 LB
Obtained ISO 15848-1 and TA-LUFT certifications
Promotion Conference on Low-Leakage Graphite Packing Technology
The Demonstration of Low-emission Graphite Packing
We conduct life testing experiments on graphite packing in our factory
The ISO 15848-1 test of graphite packing at 400°C was conducted by a third-party testing institution
The promotion of our sealing products at the Valve Technology Forum
Send your message to this supplier
FAQs
Low-emission packing systems are specifically engineered to minimize microscopic leakage along the valve stem, which is a common source of fugitive emissions in industrial plants.
Compared with conventional packing, low-emission designs achieve better performance through:
Higher material density control to reduce permeation paths
Pre-compressed or die-formed graphite rings for stable sealing stress
Optimized load distribution using live-loading spring systems
Improved surface finish compatibility with stem materials
These design improvements allow the packing to maintain consistent sealing force even under thermal cycling and vibration. As a result, leakage levels can be reduced to extremely low thresholds (often measured in parts per million), supporting compliance with environmental regulations and reducing operational losses.
Basic Concept
Low Emission Valves refer to valves that, through special design and manufacturing processes of the stem packing and mid-seat gasket, control the leakage of media (gases, liquids) to extremely low levels. They are primarily used in industrial scenarios with high safety and environmental protection requirements. The core objective is to reduce or prevent the leakage of harmful media (such as volatile organic compounds (VOCs), toxic gases, flammable and explosive substances, etc.) into the external environment. Therefore, low emission valves offer multiple advantages in terms of energy conservation, emission reduction, reduced safety risks, and environmental pollution.
Key Technical Standards and Leakage Grades
The performance of Low Emission Valves is quantified by their leakage rate, and different industries follow different standards. Common standards include:
1. International Standards
ISO 15848-1: This standard classifies valve leakage grades into four levels: A (the highest requirement), B, C, and D. Grade A requires a leakage rate of ≤100 ppm (by volume).
API 624 (American Petroleum Institute): This standard, applicable to the refining and chemical industries, specifies a leakage rate of ≤100 ppm (for gases) under specific pressures.
EPA Standard (U.S. Environmental Protection Agency): This standard, targeting VOC emissions, requires a leakage rate of ≤500 ppm.
2. Chinese Standards
GB/T 42223-2022: This standard, which references international standards, regulates the design, manufacturing, and testing of Low Emission Valves.
At first, manufacturing low emission valves was pretty much the same for us as it was for other regular valve manufacturers in China. If we ran into problems like valves not passing tests or having leak rates that kept changing, we'd just try to get better packing materials from a different supplier. We didn't really stop to think about the bigger picture, like how the whole manufacturing process or the properties of the materials we were using might be causing the issues.
Over time, we figured out that the metal parts of the valves were pretty reliable, but we hadn't been paying enough attention to the non-metal parts that actually do the sealing. And those parts are super important for making sure the valves don't leak. So, back in 2008, we decided to focus on manufacturing low emission valves from start to finish.
First, we created a special team just for figuring out better ways to seal valves. They dug deep into how to make the seals work really well and how to build them. At the same time, we started working closely between the people who design the seals and the people who manufacture the valves. By tweaking the design of the seals and how we put the valves together, we made a system where everything works together perfectly. After that, we tested a bunch of different valves to see how well they sealed in all kinds of situations: different sizes, pressures, and temperatures. All the data we collected from these tests helped us keep improving our valves.
Now, when we manufacture a bunch of valves and check them randomly, they all meet the tough standards of API 624 and ISO 15848-1. We've gone from just following a process to really understanding and controlling the technology ourselves.
Similar Products




Related Searches
Products you might also like








Source: https://www.magpievalves.com/low-e-packing-for-gate-valve-ss-316-graphite-38mm-58mm.html