Guide to Valve Fugitive Emissions and Low-Leakage Solutions
Fugitive emissions refer to the unintended release of gases or vapors from pressurized industrial equipment such as valves, flanges, pump bodies, storage tanks, compressors, and other critical components. Unlike normal operational discharges, these leaks occur due to seal failures, material degradation, or design deficiencies. In industries such as petrochemicals, natural gas processing, and chemical manufacturing, fugitive emissions of volatile organic compounds (VOCs) and hazardous air pollutants (HAPs) not only result in raw material losses but also pose significant environmental compliance risks.
Valves, as core control elements in process piping systems, are among the primary sources of fugitive emissions. The sealing interfaces of valve packing and stems are especially susceptible. In a large refinery, the number of installed valves can reach tens of thousands. Even if the leakage rate from a single valve is minor, the cumulative effect can contribute to substantial total emissions. Moreover, the molecular size of the gases involved is extremely small, making it difficult for conventional sealing materials to fully prevent permeation. As a result, valve sealing technology has become a key area for controlling emissions.
Regulatory Background and Industry Shift
Since the enactment of the U.S. Clean Air Act in 1963, the Environmental Protection Agency (EPA) and individual states have increasingly tightened regulations regarding fugitive emissions from industrial facilities. Companies are required to implement Leak Detection and Repair (LDAR) programs, conducting regular inspections and repairing leak points promptly. In recent years, industry thinking has shifted from reactive “repair after detection” strategies to proactive, preventative approaches. The emphasis now lies in ensuring low-emission performance during the design and manufacturing phases of valves, rather than passively addressing leaks after commissioning.
Key API Standards for Fugitive Emission Testing
To standardize and assess fugitive emissions performance, the American Petroleum Institute (API) has established three critical type-test standards for valves and packing: API 622, API 624, and API 641. Understanding these standards—their scope, testing methods, and compliance criteria—is essential for proper valve selection and regulatory certification.
1. API 622: Performance Verification of Packing Materials
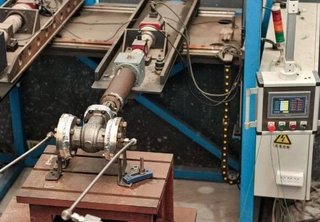
API 622 is a type test standard specifically for process valve packing. Currently in its second edition, the third edition is expected to be released shortly. The hallmark of API 622 is its focus on isolating variables: instead of testing full-scale valves, the standard evaluates the sealing performance of the packing assembly itself using a standardized test apparatus.
Test Parameters:
- Mechanical cycling: 1,510 complete reciprocating cycles (from fully open to fully closed)
- Operating pressure: 600 psig (~41 bar)
- Thermal cycling: five cycles alternating between ambient and elevated temperatures
- Test medium: methane gas
- Temperature profile: 150 cycles at ambient temperature, 150 cycles at 500°F (260°C), and 10 cycles back at ambient
- Test setup: simulates a 4-inch, 300-lb gate valve using ¼-inch cross-section packing samples, valve stem stroke 4 inches
Acceptance Criteria (Second Edition):
- Maximum leakage: 500 ppmv
- One opportunity to adjust packing gland bolts during the test
Third Edition Updates:
- Maximum leakage tightened to 100 ppmv
- Adjustment of packing gland bolts removed
- Addition of 1/8-inch cross-section packing tests
These changes reflect the industry’s drive toward lower emissions and increase the technical threshold for packing manufacturers. API 622 provides a fair comparative benchmark, allowing different manufacturers’ packing materials to be tested under identical conditions, removing the influence of specific valve design differences.
2. API 624: Complete Performance Evaluation for Rising-Stem Valves
API 624 is a type test for rising-stem valves (such as gate and globe valves) and their graphite packing stem seals. Unlike API 622, which focuses solely on the packing, API 624 evaluates the full valve assembly’s low-emission performance over a simulated lifecycle.
Key Prerequisite:
The packing used in valves undergoing API 624 testing must first pass API 622. This ensures that the packing material provides a low-emission baseline before assessing the overall impact of valve design, manufacturing quality, and assembly on emissions.
Test Parameters:
- Mechanical cycling: 310 cycles
- Operating pressure: 600 psig
- Thermal cycling: 3 cycles
- Temperature profile: 50 cycles at ambient temperature, 50 cycles at 500°F, and 10 cycles back at ambient
- Test medium: methane
- Acceptance Criteria:
Stem seal leakage must not exceed 100 ppmv
No adjustments are allowed during testing; any leakage above the limit constitutes a failure
API 624’s strict “no adjustment” policy underscores the expectation that valves maintain sealing performance without reliance on human intervention. While field operators might temporarily tighten gland bolts to control leakage, API 624 ensures that the valve’s design and packing can sustain low emissions independently. Currently, API 624 is integrated or being integrated into several API valve design standards (API 600, 602, 603, 623), making compliance mandatory for valves labeled under these standards.
3. API 641: Specialized Testing for Quarter-Turn Valves
API 641, released in late 2016, addresses fugitive emissions for quarter-turn valves such as ball, butterfly, and plug valves. These valves operate differently from rising-stem valves, with the stem rotating 90 degrees instead of moving axially, resulting in distinct sealing mechanisms and failure modes.
Test Complexity:
- API 641 accommodates diverse designs, temperature classes, and seal configurations
- Valves are divided into high-temperature (rated >500°F / 260°C) and low-temperature (≤500°F / 260°C) categories
Fixed Parameters:
- Mechanical cycling: 610 cycles of 90-degree alternation
- Test medium: methane
- Leakage limit: 100 ppmv
- Maximum test pressure: 600 psig
Variable Parameters:
- Actual test temperature and pressure are based on the valve’s rated conditions and intended application. Low-temperature valves may be tested at ambient or lower temperatures, while high-temperature valves require testing at maximum rated temperatures.
Packing Requirements:
- Valves using graphite packing must first pass API 622; other materials like PTFE are exempt
- API 641 implementation is closely related to revisions of API 608 (ball valves) and API 609 (butterfly valves). Although incorporation specifics are under discussion, it is expected that future valves labeled under API 608 or 609 will face mandatory low-emission testing similar to API 624.
Industrial Valve Sealing Technologies
Selecting appropriate sealing technology is crucial for controlling fugitive emissions under demanding conditions such as high temperatures, high pressures, corrosive media, and frequent operation. Several advanced solutions have been validated in the field:
1. Low-Emission Packing Systems
Low-emission packing often combines multiple materials to leverage their respective advantages:
- Expanded graphite: Excellent thermal stability and self-lubrication, maintaining seal integrity at high temperatures; good thermal conductivity disperses frictional heat
- PTFE (polytetrafluoroethylene): Chemically inert with low friction; ideal for corrosive media but lower thermal tolerance than graphite
- Carbon fiber braids: High strength and wear resistance, often used in high-pressure end rings or anti-extrusion components
Modern low-emission designs use a composite structure, with carbon fiber or stainless-steel-reinforced graphite rings at the top and bottom for extrusion resistance, pure graphite in the middle for primary sealing, and PTFE or specially lubricated graphite at the top to reduce friction torque.
2. Live-Loaded Packing Systems
Over time, packing loses compressive force due to stress relaxation, creep, and wear, leading to increased leakage. Live-loaded packing systems employ spring-loading mechanisms—typically disc springs or coil springs—to maintain constant compressive force automatically.
Working Principle: Springs are preloaded above the packing gland. As the packing compresses due to aging, the springs release stored energy, maintaining minimum required seal pressure.
Advantages:
- Extends packing service life
- Reduces maintenance frequency
- Excellent performance under thermal cycling
- Effective in hard-to-access locations or toxic environments
3. Bellows-Sealed Valves
For extremely toxic, expensive, or hazardous media, bellows-sealed valves provide the highest level of emission control. Metal bellows welded between the stem and bonnet form a fully enclosed static seal, eliminating potential dynamic seal leaks.
Features:
- Materials: stainless steel, Inconel, or Hastelloy
- Can withstand high pressure and temperature
- Bellows flexibility accommodates stem motion
- Often paired with backup packing for redundancy
Applications:
- Chlorine, phosgene, benzene, hydrogen, helium
- Radioactive or ultra-pure processes
4. Gasket Sealing Technology
Flange connections are also significant sources of fugitive emissions. Gasket options include:
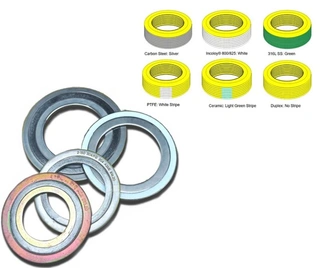
- Spiral-wound gaskets: Alternating metal and filler (graphite/PTFE) layers; resilient and adaptable to flange imperfections
- Metallic bellows gaskets: Precision concentric corrugations provide multiple sealing points; suitable for high-pressure and high-temperature applications
- Flexible graphite sheet gaskets: Pure or metal-reinforced graphite sheets; suitable for low- to medium-pressure flanges
Key Considerations for Sealing Solutions
In actual engineering projects, selecting a fugitive emission control solution requires a comprehensive evaluation of the following factors:
1. Material Compatibility
Sealing materials must be compatible with the process media, temperature range, and chemical environment:
- Strong oxidizers (e.g., nitric acid, fuming sulfuric acid) may attack graphite; PTFE-based materials may be preferred
- High-temperature steam may soften or decompose PTFE; graphite packing is necessary
- Acid gas (H₂S) in sour gas requires H₂S-resistant formulations
Inappropriate material selection accelerates seal aging, hardening, or decomposition, increasing leakage risk.
2. Certification and Test Verification
Suppliers should provide third-party verified API 622, 624, or 641 test reports. Check:
- Reports specific to the product model and material grade
- Accreditation of the testing organization
- Test parameters cover actual operating conditions
For critical applications, witnessed testing by the purchaser ensures the authenticity and rigor of the test process.
3. Maintenance and Serviceability
Even advanced sealing technologies require appropriate maintenance:
- Can packing be replaced online without depressurizing the system?
- Are special tools needed for gland bolt adjustments?
- Is periodic tightening required?
- Are spare parts readily available and cost-effective?
For remote locations or continuous operations, prioritize long-life, low- or maintenance-free designs.
Conclusion
Controlling fugitive emissions from industrial valves is a complex, multi-dimensional challenge, encompassing regulatory understanding, standard compliance, material science, and operations management. API standards 622, 624, and 641 form a comprehensive testing framework from packing to full valves, rising-stem to quarter-turn valves, providing a clear technical basis for selection and compliance.
With increasingly stringent environmental regulations and heightened public awareness, low emissions have shifted from an optional feature to a mandatory requirement. By adopting advanced sealing technologies, strictly adhering to API testing standards, and implementing proactive maintenance strategies, industrial enterprises can not only ensure regulatory compliance but also enhance operational reliability, reduce total cost of ownership, and establish a competitive edge in sustainable development.
For equipment engineers and procurement decision-makers, a deep understanding of these technical details, beyond price or brand considerations, is essential for achieving both environmental and economic benefits.
Send your message to this supplier
Related Articles from the Supplier



Guide to PTFE Packing for Pumps and Valves
- Jan 30, 2026

Guide to Spiral Wound Gaskets Selection
- Mar 20, 2026

Guide to Braided Packing Selection & Application
- Apr 23, 2026

Comprehensive Guide to Insulation Solutions
- Apr 27, 2023
Related Articles from China Manufacturers

Complete Guide to Low Fugitive Emission Valves
- Oct 16, 2025



Guide to Valve Sealing Surface Repair and Grinding
- Aug 08, 2025


Guide to Valve Handwheel Operation
- Sep 22, 2025

Guide to Valve Performance and Selection
- Oct 10, 2025

Guide to Valve Electric Actuator Selection
- Nov 05, 2025
Related Products Mentioned in the Article
Supplier Website
Source: https://www.valvegasketboltnuts.com/news/guide-to-valve-fugitive-emissions-and-low-leakage-solutions.html