Steam Traps vs. Condensate Pumps: A Selection Guide
In industrial steam systems and HVAC systems, the formation of condensate is inevitable. If this condensate is not effectively and promptly removed or returned, it can lead to decreased equipment efficiency, pipeline corrosion, water hammer incidents, and energy wastage. To address this challenge, engineers typically rely on two critical devices: steam traps and condensate pumps. However, these two devices differ fundamentally in terms of function, operating principles, suitable applications, and maintenance costs. Many users confuse the two during selection, which can result in unstable system operation or increased operational costs.
This article provides a straightforward and detailed explanation of steam traps and condensate pumps, including their definitions, types, working principles, advantages, disadvantages, and application scenarios. By reading this guide, you will clearly understand when passive condensate drainage via a steam trap is appropriate and when active transport using a condensate pump is necessary, helping you make the most economical and efficient choice for your steam system.
Condensate Management in Steam Systems
Effective condensate management is crucial for maintaining equipment efficiency and reducing energy consumption in steam systems. As steam flows through pipelines and equipment, it releases heat and cools, forming condensate. If this condensate is not promptly removed, it can reduce heat transfer efficiency, cause pipeline corrosion, and even lead to dangerous water hammer events.
Condensate management relies primarily on two types of equipment: steam traps and condensate pumps. Each has a distinct function and suitable application. Choosing the right device ensures safe and efficient system operation.
What is a Steam Trap?
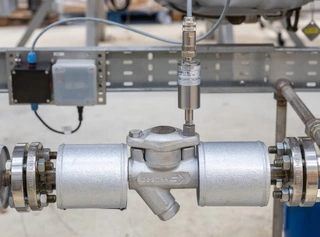
A steam trap is an automatic device used to remove condensate, air, and non-condensable gases from a steam system while preventing steam from escaping. It ensures that only liquid is discharged, maintaining system pressure and efficiency.
Steam traps operate without external energy. They rely on the physical differences between steam and condensate to automatically perform drainage. When condensate forms, the trap opens to discharge it; when steam reaches the trap, it closes automatically. This process requires no manual intervention.
Every steam system depends on properly functioning steam traps. Even a well-designed system cannot operate efficiently without correctly working traps.

1. Main Types of Steam Traps
Steam traps come in various types, each suitable for different applications:
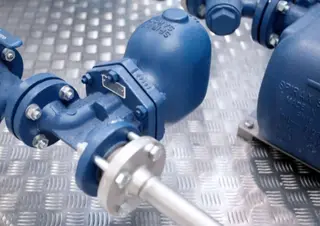
- Float-type traps: Mechanical traps that operate based on the weight difference between steam and condensate. Ideal for applications with stable condensate load and constant pressure, they provide continuous discharge and are reliable in most industrial processes.
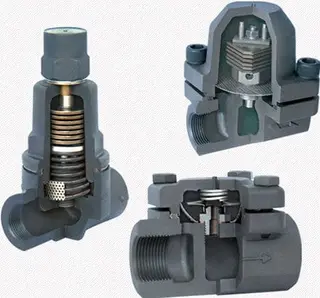
- Inverted bucket traps: Mechanical traps with a durable structure, suitable for high-pressure and high-temperature environments.
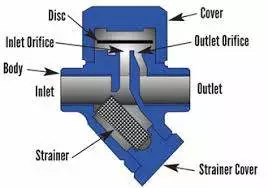
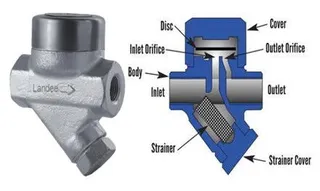
- Thermodynamic traps: Sensitive to pressure and flow characteristics, these simple, durable traps are ideal for high-pressure applications or outdoor installation.
- Thermostatic traps: Respond to temperature changes, allowing air and cooler condensate to be discharged while preventing steam loss. They perform well in situations where air blockage delays startup or causes uneven heating.
2. Functions of Steam Traps
Steam traps play a key role in maintaining system efficiency. They remove condensate as soon as it forms, protecting system performance. When a trap fails or malfunctions, steam escapes along with the condensate, forcing the boiler to work harder, increasing fuel consumption, and raising operating costs. Even minor efficiency losses in large facilities can accumulate into significant expenses.
Reliable steam traps maintain consistent temperatures, shorten startup times, and stabilize production processes. Over the long term, this reliability translates into lower energy costs and improved system performance.
3. Advantages of Steam Traps
The main advantages of steam traps include:
- Efficient condensate removal: Prevents water hammer, corrosion, and energy loss, improving overall system efficiency.
- Simple operation: Requires no external energy and works automatically based on physical principles.
- Low initial cost: Compared to other devices, steam traps have lower upfront investment.
- Simple structure: With proper maintenance, they are highly reliable, durable, and easy to service.
4. Maintenance Considerations for Steam Traps
Steam traps require regular inspection to ensure they are not blocked, leaking, or malfunctioning. Common detection methods include temperature checks, ultrasonic testing, and visual inspection. Establishing a maintenance schedule ensures that traps receive attention as needed rather than only reacting to problems.
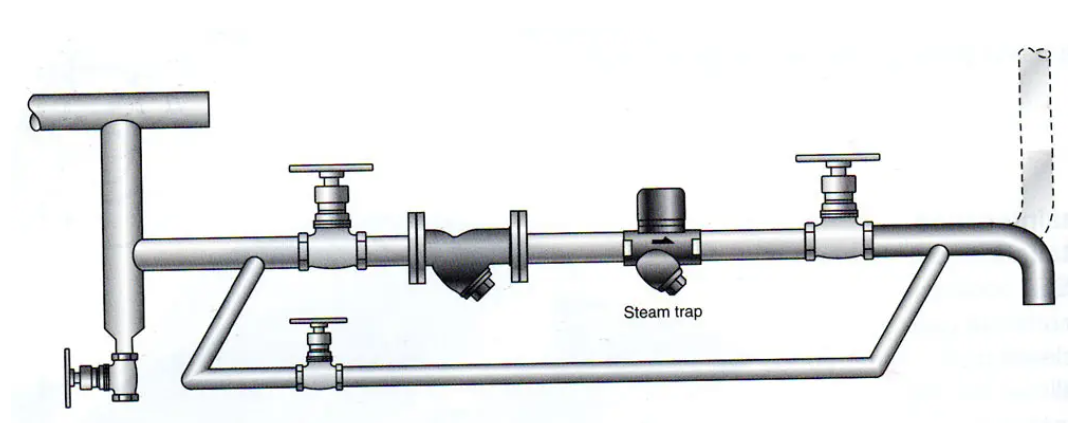
Proper installation is critical for correct operation. Steam traps should be installed at low points where condensate naturally accumulates, with unobstructed drainage and correct valve orientation to allow internal components to function. Installation that allows easy access for inspection and testing also facilitates maintenance.
What is a Condensate Pump?
A condensate pump is a specialized device used to actively remove condensate from a system when gravity drainage is not feasible. These pumps are typically required in systems where condensate must be transported over long distances or elevated heights, particularly in high-pressure systems or where gravity drainage is limited.
When condensate cannot be discharged via gravity, a condensate pump becomes essential.

1. Working Principle of Condensate Pumps
Condensate pumps collect and discharge condensate accumulated in the system. During operation, condensate is collected in a tank or reservoir. When the water level reaches a predetermined height, the pump activates and sends the condensate to the designated discharge area, preventing water damage.
Condensate pumps do not affect system efficiency directly. High water-level alarms are usually controlled by a single-level switch.
2. Types of Condensate Pumps
Condensate pumps are available in multiple types to suit different applications:
- Mini split pumps: Suitable for low-to-medium capacity, ductless AC systems.
- Refrigeration display cabinet pumps: Designed with specially shaped tanks for installation beneath refrigeration shelving.
- Full-volume pumps: Used in air handling units to ensure adequate airflow.
- Low-profile pumps: Designed for compact spaces.
- Pressure-driven pumps: Non-electric mechanical pumps using steam pressure to return condensate to the boiler room. These can be provided as standalone units with a pump tank, internal mechanism, and check valves, or as integrated systems with a vented receiver tank mounted on a common base.
3. Advantages of Condensate Pumps
The advantages of condensate pumps include:
- Suitable for high-pressure systems: Efficiently removes condensate even under constrained conditions.
- Long-distance capability: Can transport condensate over extended distances or large volumes.
- Flexible control: Can pump condensate at a controlled rate.
For complex industrial steam systems, condensate pumps are often the preferred choice because they ensure efficient condensate removal even when gravity drainage is not possible.
4. Maintenance Considerations for Condensate Pumps
Maintenance involves periodic inspection of the pump motor and components, cleaning the pump and inlet to prevent blockages, and ensuring discharge valves and piping remain unobstructed.
Key Differences Between Steam Traps and Condensate Pumps
Steam traps and condensate pumps differ significantly in function and usage:
- Operation mode: Steam traps allow passive condensate drainage without external energy, whereas condensate pumps actively transport condensate and require energy.
- Application scenario: Steam traps are suitable for gravity-fed steam systems and small-to-medium systems. Condensate pumps are required for high-pressure systems or scenarios where gravity drainage is impossible.
- Investment cost: Steam traps have lower initial costs. Condensate pumps require higher upfront investment.
- Maintenance demand: Steam traps require regular checks for blockage but are generally simpler to maintain. Condensate pumps need more frequent inspections of motors and components.
- System scalability: Steam traps are suitable for simple or medium-sized systems. Condensate pumps handle complex or large-scale systems and long-distance condensate transport.
How to Select the Right Equipment?
Choosing between a steam trap and a condensate pump depends on system requirements.
1. Situations Suitable for Steam Traps
- Gravity-fed condensate systems: Steam traps efficiently remove condensate without energy consumption.
- Energy and maintenance cost savings: Simple operation and low initial cost make traps ideal.
Small-scale systems without high-pressure requirements.
2. Situations Suitable for Condensate Pumps
- High-pressure systems: Necessary when gravity cannot overcome high pressures.
- Long-distance condensate transport: Capable of moving condensate over extended distances.
- Large, complex systems: Pumps are more efficient for active drainage in extensive systems.
3. General Selection Principle
Efficiency depends on the application scenario. In systems where condensate can drain by gravity, steam traps are efficient and suitable for simple or medium-sized setups. In systems requiring pressure overcoming, long-distance transport, or high-pressure environments, condensate pumps are essential.
Industry Applications
Steam is widely used across industries, and the application of steam traps and condensate pumps varies by sector:
- Food and beverage plants: Use steam for cooking, sterilization, and cleaning. Continuous condensate removal ensures product quality and safety. Steam traps are used in small heating points, while condensate pumps are used for long-distance condensate recovery.
- Manufacturing plants: Use steam for process control, material treatment, and power generation. Complex workflows often require both devices.
- Hospitals and medical facilities: Use steam for sterilization, heating, and humidification. Properly functioning steam traps maintain predictable steam supply, protecting system performance and regulatory compliance.
- HVAC systems: When gravity drainage is not feasible, condensate pumps are essential for removing condensate.
Conclusion
Both steam traps and condensate pumps are crucial for managing condensate in steam systems, but they serve different functions and are suitable for different scenarios.
Steam traps discharge condensate while preventing steam loss, require no external energy, have low initial cost, and are suitable for gravity-fed, small-to-medium systems.
Condensate pumps actively transport condensate, require energy, and are suitable for high-pressure, long-distance, or large-scale complex systems.
With proper maintenance and rational device selection, steam systems can operate efficiently and safely under varying pressures, flow rates, and layouts. Users should consider system pressure, condensate flow, transport distance, and site conditions to choose the most appropriate equipment.
Send your message to this supplier
Related Articles from the Supplier

Steam Traps vs. Condensate Pumps: A Selection Guide
- May 22, 2026



What are Inverted Bucket Steam Traps?
- Aug 29, 2025

How to Properly Install Steam Traps: Complete Guide
- Dec 24, 2025

A Complete Guide to Mechanical Steam Traps
- Jan 08, 2026
Related Articles from China Manufacturers

Tips for Installing Steam Traps
- Mar 15, 2022
Tips for Installing Steam Traps
- Apr 12, 2022

Spirax Sarco Steam Traps
- Mar 15, 2023

What are Steam Traps and their Types
- May 17, 2023

Essential Guide to Steam Trap Function and Selection
- Dec 10, 2024
What is a steam trap?
- Apr 25, 2019
Related Products Mentioned in the Article




Zhejiang Kosen Valve Co., Ltd.
- https://www.kosenvalve.com/
- Business Type: Industry & Trading, Manufacturer,
Supplier Website
Source: https://www.kosenvalve.com/media-hub/steam-traps-vs-condensate-pumps-a-selection-guide.html