Thermostatic Steam Traps: Principles, Types & Applications
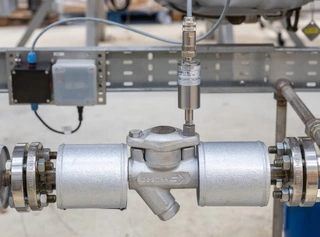
A thermostatic steam trap is an automatic control device in a steam piping system. Its core task is to discharge condensate while preventing fresh steam from leaking out of the system. Simply put, it acts like a smart switch that can automatically detect whether the fluid in the pipe is condensate or steam, and then respond by opening or closing accordingly.
This valve is called “thermostatic” because it relies on temperature changes for automatic control. Inside the valve is a special thermostatic element, which expands or contracts as the temperature rises or falls, thereby driving the valve to open or close. When the pipe contains relatively low-temperature condensate, the valve automatically opens to discharge water; when high-temperature steam arrives, the valve immediately closes, locking the steam inside the pipe.
During the operation of a steam system, steam gradually cools and condenses into condensate after transferring heat. If this condensate is not discharged in time, it will occupy pipe space, reduce heat transfer efficiency, and even cause water hammer, damaging equipment. However, using ordinary valves for manual drainage makes it difficult to avoid energy waste caused by steam leakage. The emergence of thermostatic steam traps precisely solves this dilemma.
Working Principle of Thermostatic Steam Traps
The working process of a thermostatic steam trap can be summarized by the phrase “thermal expansion and contraction.” The thermostatic element inside the valve is the core component, which may be a bimetallic strip, bellows, or metal diaphragm. These elements share a common characteristic: they are highly sensitive to temperature changes.
When the equipment is just started or when condensate accumulates in the system, the pipe temperature is relatively low. At this time, the thermostatic element is in a contracted or deformed state, the valve remains open, and condensate and air in the pipe can flow out freely. This stage is very important for system startup because quickly discharging air ensures that the heating process proceeds quickly and evenly.
When steam enters the pipe, the temperature rises rapidly. After sensing the high temperature, the thermostatic element begins to expand or deform, pushing the valve disc toward the seat, ultimately causing the valve to close completely. At this time, the steam is sealed in the pipe and can continue to transfer heat forward. When the steam releases heat downstream and condenses back into water, the temperature drops again, the thermostatic element returns to its original state, the valve reopens, and a new cycle of drainage begins.
It is worth noting that the temperature of condensate discharged by thermostatic steam traps is usually 15°C to 40°C lower than the saturation temperature of steam. This “subcooling” phenomenon is a normal working feature of thermostatic steam traps, not a sign of malfunction. It is precisely because this temperature difference is needed to trigger the valve that the drainage speed of thermostatic steam traps is relatively slow; this is determined by their working characteristics.

Main Types of Thermostatic Steam Traps
According to the structure of the thermostatic element, thermostatic steam traps can be divided into three main types, each suitable for specific scenarios.
1. Balanced Pressure Type
This is currently the most widely used type. Its thermostatic element is a sealed capsule or bellows filled with a low-boiling-point liquid. When the temperature rises, the liquid evaporates to generate pressure, causing the element to expand; when the temperature drops, the steam condenses, and the element contracts. This structure responds sensitively to temperature changes and is especially suitable for applications that require priority air discharge, such as steam mains and jacketed vessels.
The advantage of the balanced pressure type is its strong air discharge capability. During equipment startup, the valve fully opens, allowing rapid removal of non-condensable gases in the system. However, its backpressure resistance is relatively weak; if the return pipeline backpressure is too high, it will affect the normal opening of the valve.
2. Bimetallic Type
This type utilizes the different thermal expansion coefficients of two different metals. When the temperature changes, the bimetallic strip bends and deforms, thus actuating the valve. The structure of the bimetallic type is more robust, capable of withstanding higher backpressure, and is also suitable for outdoor installation and potentially freezing environments.
In outdoor pipeline systems in the chemical, food, and pharmaceutical industries, bimetallic types are often preferred. They not only cope with high return pressures but also remain stable in low-temperature environments and are not easily damaged.
3. Liquid Expansion Type
This type is usually used in special scenarios, such as shutdown drainage or systems that require a fixed discharge temperature. Its drainage behavior is more forced, reliably opening at a specific temperature, but it is not suitable as a universal replacement product. In industrial processes that require precise control of exhaust temperature, the liquid expansion type has unique value.
Core Advantages of Thermostatic Steam Traps
The widespread application of thermostatic steam traps in steam systems stems from their multiple practical advantages, making them indispensable energy-saving devices in industrial and commercial piping systems.
1. Significant Energy Savings
The greatest value of thermostatic steam traps lies in energy saving. They open only when the condensate temperature falls below the set point, and the discharged water is relatively cool, resulting in minimal steam loss. Compared with traps discharging at temperatures close to steam temperature, thermostatic traps significantly reduce energy waste. Over the long term, this energy-saving effect can save substantial operating costs for enterprises.
2. Strong Air Discharge Capability
During system startup, the pipes are filled with air. If the air is not discharged in time, it will hinder steam flow, extend heating time, and cause energy waste. Thermostatic traps fully open during cold startup, quickly discharging large volumes of air and ensuring the system rapidly reaches normal operation. This feature is particularly important for equipment that frequently starts and stops.
3. Resistance to Water Hammer and Frost Cracking
The components of thermostatic steam traps are usually made entirely of metal, without vulnerable rubber seals, enabling them to withstand the impact of water hammer. In low-temperature environments, the exhaust design prevents frost cracking caused by ice accumulation inside the valve. This structural durability makes it particularly suitable for long-term industrial operation.
4. Compact Size and Quiet Operation
Compared with some large steam traps, thermostatic traps are compact, occupy little space, and can be installed in densely piped areas. Additionally, they operate quietly, without causing noise pollution, making them suitable for offices, hospitals, and other noise-sensitive commercial buildings.
Limitations of Thermostatic Steam Traps
Understanding limitations of thermostatic steam traps helps make correct choices in practice.
1. Slow Drainage Response
Because the valve must wait for the condensate to cool to the trigger temperature, the discharge speed is relatively slow. This makes them unsuitable for applications with dramatic load fluctuations or requiring rapid drainage, such as heat exchangers and drum dryers. In these cases, faster-responding mechanical or thermodynamic traps may be required.
2. Potential Internal Condensate Accumulation
Subcooled discharge water is relatively cool. If the valve is improperly sized or installed, it may lead to condensate accumulation inside equipment, affecting heat transfer efficiency. This requires special attention in precision heating processes where heat efficiency is critical.
3. Limited Backpressure Resistance
The standard balanced pressure type has relatively low backpressure resistance. If the return line experiences lift, flash steam, or vacuum conditions, the valve may not open properly. In high-backpressure systems, bimetallic or other pressure-resistant models are usually required.
How to Select the Appropriate Thermostatic Steam Trap?
Valve selection is key to ensuring normal operation. Even a high-quality trap will not function properly if chosen incorrectly. The systematic selection steps are as follows:
1. Clarify Operating Parameters
Before selection, collect complete system information: steam pressure range (minimum, normal, and maximum), condensate load (distinguishing startup peak and normal load), backpressure in the return system, presence of pipe lift, risk of media contamination, installation environment (indoor/outdoor, temperature range), and pipe connection specifications and material requirements.
2. Select Type According to Application
If the system requires priority air discharge, light to medium load, and stable steam pressure: choose balanced pressure type.
If high backpressure, outdoor installation, or freezing risk exists: choose bimetallic type.
If shutdown drainage or fixed temperature discharge is required: consider liquid expansion type.
3. Verify Extreme System Conditions
Do not consider only normal operating conditions. Confirm that under extreme conditions of minimum steam pressure and maximum backpressure, the trap still has sufficient effective differential pressure (ΔP) to operate. ΔP equals the inlet pressure minus return-line backpressure, which is the fundamental driving force for drainage.
4. Determine Safety Factor
When selecting a specific model according to capacity, a safety factor of 1.5× is recommended for normal operation, and 2–3× for startup peak conditions. If system pressure fluctuates greatly or backpressure is unstable, increase the safety factor accordingly. This prevents insufficient drainage and avoids excessive valve cycling that could wear the valve seat.
Installation of Thermostatic Steam Traps
The installation quality of thermostatic steam traps directly affects service life and performance. Key points:
- Install a Strainer: Install a Y-type strainer upstream to prevent debris from entering the valve and jamming the disc. This is the most common preventive measure.
- Observe Installation Direction: Install according to the arrow on the valve body to ensure proper condensate flow. Reverse installation prevents operation.
- Install Isolation Valves: Install shut-off valves upstream and downstream to isolate the system during maintenance without stopping production.
- Ensure Pipe Slope: The inlet pipe should have proper slope to facilitate natural condensate flow to the trap.
- Evaluate Return-Line Backpressure: Check for lift, flash steam, or vacuum to ensure backpressure is within the allowable range.
- Outdoor Freeze Protection: Ensure system drainage during shutdown and implement winter protection measures.
- Set a Cooling Leg: Leave an uninsulated pipe section upstream to allow condensate to cool to trigger temperature. Improper insulation or layout may prevent the valve from opening for extended periods.
Common Thermostatic Steam Trap Fault Troubleshooting
- No Discharge: Check the strainer for blockage, ensure isolation valves are fully open, confirm sufficient ΔP, and verify that the thermostatic element is not stuck or failed.
- Continuous Steam Leakage: Check for debris on the seat, a damaged thermostatic element that cannot close, or undersized valve selection.
- Insufficient Heat Transfer: The valve may be oversized or the cooling leg insufficient, causing prolonged drainage and preventing steam accumulation.
- Water Hammer or Noise: Check installation height, pipe slope, and venting devices.
- Outdoor Freeze Damage: Ensure proper shutdown drainage and appropriate low-temperature model selection.
- Quick Thermostatic Element Check: During field maintenance, after cleaning the strainer, observe inlet and outlet temperatures. If the inlet is hot but the outlet is cold with no discharge, ΔP may be insufficient or the element may be stuck. If the element does not respond under temperature changes, replacement is recommended.
Typical Applications of Thermostatic Steam Traps
Thermostatic steam traps are especially suitable for:
- Steam Tracing Piping: Reliable condensate discharge without steam leakage, cost-effective choice.
- Heating Coils and Unit Heaters: Rapid air removal during startup; full-open feature is ideal.
- Sterilizers and Disinfection Equipment: High air discharge requirement and stable operating pressure; balanced pressure type performs well.
- Steam Mains: Continuous condensate removal along the line, preventing water hammer; standard configuration.
- Jacketed Vessels: For reactors in chemical and pharmaceutical industries, ensuring stable drainage and excellent air discharge capability.
Conclusion
Thermostatic steam traps are vital for energy-efficient operation of steam systems. By leveraging a simple temperature sensing principle, they achieve automatic condensate discharge while sealing steam. Although they have certain limitations in drainage speed and backpressure resistance, their advantages in energy saving, air discharge, and structural durability make them the preferred trap in commercial and industrial steam systems.
Proper selection and use of thermostatic steam traps require a full understanding of their working principles and characteristics, strict adherence to operating parameters, compliance with installation standards, and establishment of regular maintenance mechanisms. Only in this way can steam systems operate stably and efficiently over the long term, truly achieving energy savings. For engineers and technicians responsible for steam system operation and maintenance, mastering thermostatic steam trap knowledge is a key foundation for improving system management.
Send your message to this supplier
Related Articles from the Supplier

Related Articles from China Manufacturers

Related Products Mentioned in the Article
Zhejiang Kosen Valve Co., Ltd.
- https://www.kosenvalve.com/
- Business Type: Industry & Trading, Manufacturer,
Supplier Website
Source: https://www.kosenvalve.com/media-hub/thermostatic-steam-traps-principles-types-applications.html