A Complete Guide to Fire-Safe Ball Valves
In industrial fields such as oil, natural gas, and chemicals, safety and reliability are the two most important factors in the production process. These industries handle flammable, explosive, or toxic hazardous media every day, and any leakage at any stage may trigger serious accidents. As a key control device in pipeline systems, the design and quality of ball valves directly affect the safety level of the entire system.
Traditional ball valves perform well under normal operating conditions, but they have obvious shortcomings under extreme situations such as fires. When the temperature rises sharply, the soft sealing materials of ordinary ball valves will melt or deform, resulting in valve failure and medium leakage. This will not only cause property losses, but may also lead to catastrophic consequences such as fire spread, explosion, or environmental pollution. Therefore, in environments with a high risk of fire, the use of ball valves with fire-safe design becomes a necessary measure to ensure safety.
What Is a Fire-Safe Ball Valve?
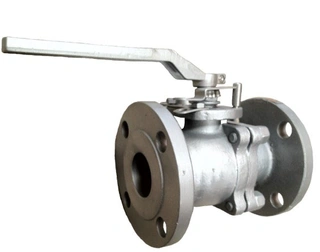
A fire-safe ball valve is a special type of valve designed to maintain functionality and prevent leakage in a fire environment. Compared with ordinary ball valves, its core feature is a “dual sealing” mechanism: under normal operating conditions, a soft seal (usually made of polytetrafluoroethylene, PTFE, or similar materials) provides efficient sealing; when a fire occurs and the temperature rises causing the soft seal to fail, the backup metal-to-metal seal is automatically activated, ensuring that the valve continues to maintain pressure boundary integrity and prevents hazardous media from leaking out.
This design solves two key failure points of traditional ball valves: first, leakage caused by the burning of stem packing; second, leakage caused by the destruction of the soft seat seal. Through engineering redundancy, fire-safe ball valves are able to maintain sealing performance under extreme conditions, gaining valuable time for safe shutdown of the process system and accident control.
Core Design Features of Fire-Safe Ball Valves
After understanding the basic concept and working principle of fire-safe ball valves, let us examine how they specifically achieve fire protection. The reliability of fire-safe ball valves comes from several key design features. These features work together to ensure that the valve can still maintain sealing performance under extreme high temperatures.
1. Dual Sealing System
The most prominent design feature of fire-safe ball valves is the use of a dual sealing structure. The first layer is the soft seal, which is used for efficient sealing under normal operating conditions and can achieve bubble-tight sealing, reducing medium loss. The second layer is the metal-to-metal seal, usually formed by the precise machined metal surfaces of the stainless steel ball and the valve body.
When a fire occurs and the soft sealing material fails due to high temperature, the floating ball moves downstream under the action of medium pressure and contacts the metal seat to form a new seal. This metal seal can withstand high temperatures above 700°C while maintaining structural integrity.
2. Material Selection
The material selection of fire-safe ball valves is directly related to their fire resistance performance. The valve body is usually made of stainless steel or high-strength alloy steel. These materials are not easily deformed at high temperatures and can maintain mechanical strength. The sealing packing uses graphite materials. Unlike traditional rubber or plastic packing, graphite can still maintain sealing performance at temperatures up to 700°C and will not burn or decompose. For key pressure-bearing components, some manufacturers use special materials such as nickel-based alloys to ensure that failure does not occur under extreme thermal cycling and mechanical stress.
3. Anti-Static Design
When handling flammable media, static electricity accumulation may generate sparks and ignite the medium. Fire-safe ball valves are usually equipped with anti-static grounding devices. Conductors connect the ball, stem, and valve body to ensure that static electricity can be discharged in time, eliminating ignition sources.
4. Automatic Shut-Off Function
Some high-end fire-safe ball valves are equipped with a thermal-triggered spring mechanism. When the ambient temperature reaches a preset critical value, the mechanism automatically drives the valve to close without manual intervention. This function is particularly important for unmanned facilities, offshore platforms, or remote pipeline systems, enabling automatic shutdown of media flow when personnel cannot respond in time.
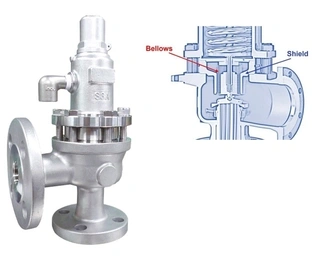
5. Pressure Relief Device
Some designs also include a pressure relief function to prevent excessive pressure caused by thermal expansion of the medium inside the valve during a fire. This avoids the risk of valve body rupture or structural failure and further improves safety.
Main Types of Fire-Safe Ball Valves
According to different design concepts, fire-safe ball valves can be divided into two main categories:
- Inherently fire-safe valves: The entire set of components is made of fire-resistant materials, including all seals, packing, and gaskets, which can directly withstand high temperatures during a fire. All components of this type of valve remain functional during a fire, and there is no risk of leakage caused by material failure.
- Secondary sealing fire-safe valves: Under normal operating conditions, standard soft seals are used to achieve good sealing performance, but a backup metal sealing system is designed. When the soft seal fails due to high temperature, the backup system automatically takes over the sealing function. This design ensures both normal operational performance and fire protection.
Regardless of the design approach, as long as the valve passes certification tests under authoritative standards, it can meet fire-safe performance requirements.
Analysis of Authoritative Testing Standards
To ensure the actual performance of fire-safe ball valves, international standardization organizations have established strict testing procedures. Valves that pass these certifications have their reliability verified by third parties, allowing users to select them with confidence.
1. API 607 Standard
API 607 is a fire testing standard developed by the American Petroleum Institute and is one of the most widely used certifications in the industry. The standard specifies the performance requirements that fire-safe ball valves must meet during and after exposure to direct flame:
- Test conditions: The valve is tested in an open flame at a specified temperature, typically reaching 1400°F (about 760°C), with continuous exposure for 30 minutes
- Performance requirements: During flame exposure, the valve must maintain pressure boundary integrity and control leakage within allowable limits
- Post-test verification: After cooling, the sealing performance and operability of the valve must be tested to ensure normal function after a fire
- Inspection items: Including seat leakage, stem packing leakage, operational performance during fire, and post-fire sealing capability
A valve certified under API 607 must demonstrate no leakage after flame exposure to be considered a qualified fire-safe ball valve.
2. API 6FA Standard
API 6FA is a testing standard for larger diameter valves and more severe fire conditions. Compared with API 607, its testing conditions are more stringent and it is suitable for high-pressure and large-size pipeline systems.
3. ISO 10497 Standard
ISO 10497 is a testing benchmark provided by the International Organization for Standardization. Its technical requirements are basically consistent with API standards, providing a unified reference framework for fire-safe valve testing worldwide. Valves certified under ISO standards have broader recognition in the international market.
These testing standards simulate real fire environments to verify valve performance at high temperatures. During testing, pressure and temperature changes are monitored, and the impact of different exposure times is evaluated to ensure that valves maintain performance under various fire scenarios.
Application Scenarios of Fire-Safe Ball Valves
Fire-safe ball valves are widely used in industrial fields that handle flammable or explosive media, including:
- Liquefied natural gas (LNG) facilities: LNG has characteristics of low temperature and high pressure. If a valve fails during a fire, it may lead to serious accidents. Fire-safe ball valves can maintain sealing under such harsh conditions, preventing fire escalation or frostbite risks caused by LNG leakage.
- Petrochemical plants: Chemical production involves a large number of flammable and toxic substances. Leakage of a single valve may trigger a chain reaction, leading to plant-wide disasters. The use of fire-safe ball valves can effectively control the scope of accidents.
- Oil refineries: Refineries handle high-temperature crude oil and various petroleum products, with multiple potential ignition sources. Fire-safe ball valves can withstand these complex conditions and ensure the safety of key process nodes.
- Offshore oil platforms: Due to their remote locations and difficulty of rescue, offshore platforms require extremely high levels of automatic protection. Fire-safe ball valves with automatic shut-off functions are particularly suitable for such scenarios.
- Long-distance pipeline systems: Oil and gas pipelines cross various terrains and environments, requiring emergency shut-off capability in case of fire. Fire-safe ball valves can maintain a closed state during fire, protecting pipeline infrastructure and the surrounding environment.
Practical Benefits of Using Fire-Safe Ball Valves
- Safety Benefits: Fire-safe ball valves provide an additional layer of protection in fire emergencies, significantly reducing the possibility of hazardous media leakage. Even in the event of a fire, the valve can still maintain functionality, supporting safe shutdown or control of critical processes and preventing further escalation of accidents. This has irreplaceable value in protecting human life and reducing property losses.
- Compliance Benefits: Safety requirements are becoming increasingly stringent worldwide, and many regulations explicitly require the use of fire-certified equipment in certain applications. The use of fire-safe ball valves compliant with standards such as API 607 helps companies meet regulatory requirements and avoid penalties and legal liabilities caused by non-compliance.
- Economic Benefits: Although the initial procurement cost of fire-safe ball valves is higher than that of ordinary valves, they are often more economical from a full lifecycle perspective. After a fire, ordinary valves usually need to be completely replaced, while fire-safe ball valves are more likely to remain intact, reducing downtime and replacement costs. In addition, avoiding production interruptions, environmental cleanup, and reputational losses caused by accidents far outweighs the cost difference of the equipment itself.
How to Select Qualified Fire-Safe Ball Valves?
When selecting fire-safe ball valves, it is recommended to focus on the following aspects:
- Certification: Confirm that the product has authoritative certifications such as API 607, API 6FA, or ISO 10497, and request certification documents and test reports from the supplier.
- Design type: Understand whether the valve is inherently fire-safe or uses a secondary sealing design, and choose the appropriate solution based on specific working conditions.
- Material specifications: Verify the grades and performance parameters of the valve body, ball, and sealing materials to ensure they meet the temperature and pressure requirements of the process medium.
- Manufacturer experience: Give priority to manufacturers with extensive application experience in the field of fire-safe valves, whose designs have been validated in practice.
- After-sales service: Consider the supplier’s technical support capability and spare parts availability to ensure long-term reliable operation.
Conclusion
Fire-safe ball valves are an important component of industrial safety systems. Through specialized design and rigorous testing, they can maintain functionality under extreme fire conditions and prevent hazardous media leakage. For high-risk industries such as oil, natural gas, and chemicals, proper selection of fire-safe ball valves is not only a requirement for regulatory compliance but also a responsibility toward protecting corporate assets and personnel safety.
With the continuous improvement of industrial safety standards, the application scope of fire-safe ball valves will further expand. Understanding their working principles, certification standards, and selection criteria helps engineers make correct equipment choices and build a solid safety barrier for industrial production.
Send your message to this supplier
Related Articles from the Supplier

A Complete Guide to Fire-Safe Ball Valves
- Mar 30, 2026

A Complete Guide to Diaphragm Valve Maintenance
- Jan 06, 2026

A Complete Guide to Mechanical Steam Traps
- Jan 08, 2026

A Complete Guide to Through Conduit Gate Valves
- Apr 23, 2026

A Complete Guide to Magnetic Drive Pumps
- Apr 25, 2026
A Complete Guide to Balanced Bellows Safety Valve
- May 21, 2026

A Complete Guide to Metal Seated Plug Valves
- Jun 03, 2026

Related Articles from China Manufacturers

A Complete Guide to Car Door Lock Cylinders
- Aug 02, 2024



A Complete Guide to Forging Process of Bearing Rings
- Jun 25, 2025

A Complete Guide to High Pressure Control Valve
- Jul 16, 2024

A Complete Guide to Hydrogen Valves
- Jul 05, 2024
Related Products Mentioned in the Article
Zhejiang Kosen Valve Co., Ltd.
- https://www.kosenvalve.com/
- Business Type: Industry & Trading, Manufacturer,
Supplier Website
Source: https://www.kosenvalve.com/media-hub/a-complete-guide-to-fire-safe-ball-valves.html