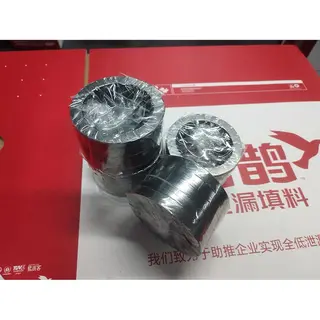
Low Emission Graphite Packing Set, API 622, 65*85 mm, 45 MPa


Key Specifications / Features
The Low Emission Graphite Packing Set from our plant is engineered for superior performance and reliability. With an inner diameter of 65mm and an outer diameter of 85mm, this packing set features a minimum graphite purity of 99% and a 20% metal wire content, ensuring robustness and durability. Certified to withstand pressures up to 45 MPa, it meets stringent environmental and safety standards, including TA-Luft, ISO 15848, and API 622. This high-quality packing set is designed to minimize emissions and provide long-lasting, leak-free performance in critical applications.
Detail Information
Product Name: Low Emission Graphite Packing Set
Model: M600
Size: ID 65mm * OD 85mm
Material Properties:
Graphite Purity: ≥99%
Metal Wire Content: 20% (Material options: Inconel 600 or 625)
Sulfur Content: ≤50PPM
Chlorine Content: ≤20PPM
Features: This engineering-designed low-emission/leakage valve packing set combines metal wire-braided enhanced expanded graphite rings with a highly adaptable core. The permanent elastic components in the sealing kit ensure minimal leakage and reduced friction throughout the valve's entire life cycle.
Operating Parameters
Speed: 2 m/s
Temperature Range: -200°C to +450°C (for most media), -200°C to +550°C (for steam)
pH Value: 0 to 14
Pressure: 45 MPa
Media: Steam, gas, alkali, oil, acids, oil, hydrocarbons
Certifications/Licenses: TA-Luft, ISO 15848, API 622
Except for strong oxidizing acids, such as sulfuric acid and nitric acid.
Advantages
High-temperature resistance and chemical resistance
Fully compliant with the latest fugitive emission regulations
Superior sealing performance and permanent elasticity
Excellent anti-extrusion properties under high pressure
Optimized ring configuration requires lower compressive force
Low Emission Standards
1. ISO 15848
ISO 15848 standardizes the measurement, testing, and evaluation procedures for industrial valve fugitive emissions. This standard is divided into two parts. ISO 15848-1 defines the test procedures for valve type testing, and ISO 15848-2 specifies the requirements for the manufacturing of valve products.
2. TA- LUFT (VDI 2440)
The German fugitive emission control law TA-LUFT VDI2440 defines the leakage rate, testing, and testing methods.
3. VDI2200, VDI2440 and TA- LUFT Flange Connection
According to TA-LUFT and VDI 2440, the flange connection must meet the test pressure of 1 bar under the condition that the leakage rate is less than 10−4 mbar × l/(s × m). VDI 2200 specifies the selection, calculation, design, installation, and testing process of the flange connection. It also allows reference to VDI 2440 for the leakage rate. VDI 2200 also stipulates the burst pressure test to avoid the risk of flange breakage and sudden leakage.
4. CLEAN AIR ACT
The Clean Air Act stipulates that the maximum allowable leakage rate for valves, pumps, and agitators in the United States must comply with the EPA Method21 (blower method) for leakage testing, and the testing method must be consistent.
5. API 622
API 622 is the second edition of the international performance test for disk root materials, which includes temperature, pressure, thermal cycles, and mechanical cycles. API 622 specifies 1510 mechanical cycles and 5 thermal cycles, from room temperature to 260°C (500°F), pressure from 0 to 600 psi (0-41bar), for high-temperature testing. Under carbon equivalent testing, the allowable leakage rate is 100 ppm.
6. API 624
The first edition of the API 624 standard for the type test of the fugitive emission of the valve with a graphite seal includes the up and down motion and rotation of the valve, with a maximum diameter of 24 inches. The test requires the temperature to rise to 260°C (500°F) and perform 310 mechanical cycles and 3 thermal cycles, with the maximum allowable leakage rate being 100 ppm. The valve to be tested must first be tested according to API 622, and the temperature range is from -29°C to 538°C (-20°F to 1000°F).
ISO 15848 Sealing Grades
|
Grade |
Leakage Rate |
Remarks |
|
A (Gas only) |
≤ 10−6 mg / (s × m) |
Generally, valves with bellows seals or double seals can reach this grade |
|
B |
≤ 10−4 mg / (s × m) |
Generally, PTFE lined valves with good sealing (such as diaphragm valves) can reach this grade |
|
C |
≤ 10−2 mg / (s × m) |
Generally, valves with soft sealing materials can reach this grade |
VDI2440 Specifies the Maximum Leakage Rate of Valves with Harmful and Combustible Substances
|
Temperature |
Leakage Rate |
|
< 250°C |
≤ 10−4 mbar × l / (s × m) |
|
≥ 250°C |
≤ 10−2 mbar × l / (s × m) |
Send your message to this supplier
FAQs
Low-emission packing systems are specifically engineered to minimize microscopic leakage along the valve stem, which is a common source of fugitive emissions in industrial plants.
Compared with conventional packing, low-emission designs achieve better performance through:
Higher material density control to reduce permeation paths
Pre-compressed or die-formed graphite rings for stable sealing stress
Optimized load distribution using live-loading spring systems
Improved surface finish compatibility with stem materials
These design improvements allow the packing to maintain consistent sealing force even under thermal cycling and vibration. As a result, leakage levels can be reduced to extremely low thresholds (often measured in parts per million), supporting compliance with environmental regulations and reducing operational losses.
Low-emission gaskets are designed to significantly reduce microscopic leakage that may occur under flange stress, thermal expansion, and vibration.
Their performance improvements come from several engineering factors:
Controlled compression behavior, ensuring uniform stress distribution across flange faces
Enhanced material density and recovery, reducing relaxation over time
Improved creep resistance, especially in graphite-based and spiral wound structures
Better surface conformity, allowing sealing even with minor flange imperfections
In modern industrial standards, such gaskets are often tested under rigorous emission protocols (such as ISO 15848 and TA-LUFT), ensuring they meet environmental and safety expectations.
By minimizing fugitive emissions, these gaskets help improve plant efficiency, reduce maintenance frequency, and support environmental compliance.
Basic Concept
Low Emission Valves refer to valves that, through special design and manufacturing processes of the stem packing and mid-seat gasket, control the leakage of media (gases, liquids) to extremely low levels. They are primarily used in industrial scenarios with high safety and environmental protection requirements. The core objective is to reduce or prevent the leakage of harmful media (such as volatile organic compounds (VOCs), toxic gases, flammable and explosive substances, etc.) into the external environment. Therefore, low emission valves offer multiple advantages in terms of energy conservation, emission reduction, reduced safety risks, and environmental pollution.
Key Technical Standards and Leakage Grades
The performance of Low Emission Valves is quantified by their leakage rate, and different industries follow different standards. Common standards include:
1. International Standards
ISO 15848-1: This standard classifies valve leakage grades into four levels: A (the highest requirement), B, C, and D. Grade A requires a leakage rate of ≤100 ppm (by volume).
API 624 (American Petroleum Institute): This standard, applicable to the refining and chemical industries, specifies a leakage rate of ≤100 ppm (for gases) under specific pressures.
EPA Standard (U.S. Environmental Protection Agency): This standard, targeting VOC emissions, requires a leakage rate of ≤500 ppm.
2. Chinese Standards
GB/T 42223-2022: This standard, which references international standards, regulates the design, manufacturing, and testing of Low Emission Valves.
Similar Products




Related Searches
Products you might also like







Source: https://www.magpievalves.com/low-emission-graphite-packing-set-api-622-65-85-mm-45-mpa.html