Key Causes and Prevention of Gasket Relaxation Failure
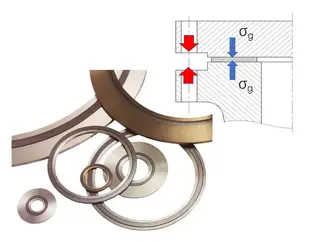
Gasket relaxation refers to the gradual reduction of sealing stress over time in bolted flange joints after assembly due to material behavior and environmental influences. This stress loss is one of the most common causes of sealing failure in industrial piping systems, pressure vessels, and heat exchange equipment.
In practical engineering applications, gasket relaxation can lead to serious consequences. When the gasket fails to maintain sufficient sealing stress, process media may leak from the flange joint, resulting in reduced production efficiency, increased safety risks, and high maintenance costs. Research by the U.S. Pressure Vessel Research Council shows that among flange leakage incidents, bolt relaxation accounts for about 15%, while improper installation, flange damage, and gasket-related issues together account for as much as 73%. These data demonstrate that gasket relaxation is closely related to assembly procedures and material selection, making it a critical issue that engineers must address.
The mechanism of gasket relaxation mainly involves two aspects: creep deformation of the gasket material under sustained load and stress relaxation of bolt materials under high-temperature conditions. Understanding the distinction and relationship between these two mechanisms is essential for developing effective prevention strategies.
Relaxation Characteristics of Different Gasket Types
After understanding the fundamental mechanisms of gasket relaxation, it is necessary to further analyze the performance of various gasket materials under real operating conditions. Differences in microstructure and manufacturing processes lead to significant variations in resistance to stress relaxation. Selecting the appropriate gasket type is the first step in controlling relaxation problems.

1. Sheet-Type Gaskets
Sheet-type gaskets are among the most widely used gasket materials. Under room temperature conditions, they generally exhibit a certain degree of relaxation. This category includes non-asbestos fiber rubber gaskets and graphite composite sheet gaskets. Due to the relatively loose internal structure of these materials, fiber rearrangement and compression occur under bolt preload, resulting in thickness reduction and stress decline.
Studies show that relaxation of sheet-type gaskets mainly occurs within the first 24 hours after initial loading. During this period, the material undergoes primary plastic deformation, and the stress loss rate is relatively high. Afterward, the relaxation rate slows significantly and enters a more stable phase. For such gaskets, setting an appropriate initial waiting period is important, allowing early stress adjustment after loading to compensate for initial bolt preload loss.
2. Semi-Metallic Gaskets
Compared with sheet-type gaskets, semi-metallic gaskets are less sensitive to gasket body relaxation. This category mainly includes spiral wound gaskets and Kammprofile gaskets, which are composed of a metal core combined with soft sealing materials, providing superior load retention capability.
Test data show that spiral wound gaskets exhibit stress loss of only about 1.6% under different waiting time conditions. Even without retightening, the load retention rate remains relatively high. Kammprofile gaskets perform even better, with an initial stress loss of only 3.6%, which can be reduced to 0.7% after retightening at 24 hours. This indicates that in certain applications, semi-metallic gaskets may not require prolonged post-installation retightening, making them suitable for maintenance-limited or shutdown-restricted environments.
However, it should be noted that semi-metallic gaskets may still be affected by high-temperature conditions. When bolts operate at temperatures around 260°C (500°F), bolt material relaxation may occur, reducing gasket contact stress. Therefore, in high-temperature applications, attention must also be paid to bolt stress retention even when semi-metallic gaskets are used.
PTFE-Based Gasket Relaxation Issues
The mechanical behavior of polytetrafluoroethylene (PTFE)-based gaskets under load is closely related to material formulation and manufacturing processes, showing pronounced relaxation characteristics. PTFE gaskets can be divided into three major types according to manufacturing methods, and their relaxation performance varies significantly.
- Machined PTFE (sPTFE) exhibits the poorest performance. Although this gasket material offers excellent chemical corrosion resistance, its mechanical strength is relatively low. Under load, it is prone to significant creep deformation. Test data show that its relaxation rate can reach 20% without retightening. Although the relaxation process stabilizes relatively quickly (12.3% after 15 minutes, 11.7% after 1 hour, and 11.3% after 4 hours), the residual relaxation level remains higher than other types, and still stays around 8% after 24 hours. This material is therefore generally recommended only for low-pressure, non-critical applications.
- Expanded PTFE (ePTFE) is produced using high-quality resin and microstructural engineering, significantly reducing creep effects. ePTFE exhibits rapid early stress loss; if no retightening is performed, the relaxation rate may reach about 12.6% after 20 hours. However, if retightening is performed 15 minutes after installation, relaxation can be reduced to 7.5%, followed by 7.0% at 1 hour, 5.9% at 4 hours, and 3.0% at 24 hours. This indicates that most stress recovery can be achieved within a short period, and extending the waiting time yields diminishing returns.
- Reconstituted PTFE (rPTFE) exhibits performance similar to ePTFE. Without retightening, relaxation is about 12.5%, decreasing to 7.8% after 15 minutes, 6.6% after 1 hour, 5.3% after 4 hours, and 4.4% after 24 hours. Research shows that most performance optimization occurs within the first hour after installation. rPTFE may also incorporate inorganic fillers such as hollow glass microspheres, barium sulfate, or silicon dioxide to further enhance material properties. Such gaskets generally provide more stable sealing performance and are particularly suitable for applications requiring dimensional stability.
From a cost perspective, although ePTFE and rPTFE have higher initial costs, the long-term benefits of reduced maintenance, avoided shutdowns, and lower leakage risk usually justify the investment.
Key Factors in Gasket Material Selection
Gasket material selection must be based on specific application requirements rather than solely on cost or a single performance metric. The following factors are critical in engineering practice:
Operating temperature and pressure conditions are the primary considerations. Relaxation behavior varies greatly under different temperatures. For example, PTFE materials may exhibit noticeable creep even at room temperature, and elevated temperatures can significantly accelerate this process. For high-temperature applications, fastening materials with excellent high-temperature performance should be selected, such as ASTM A193 B16 studs, to reduce severe stress relaxation risks.
Chemical media compatibility directly affects gasket service life. The advantage of PTFE lies in its excellent chemical corrosion resistance, allowing it to withstand most strong acids, alkalis, and organic solvents. However, when selecting filled PTFE, compatibility between filler materials and process media must be carefully evaluated. For example, glass microsphere-filled PTFE is not suitable for hydrofluoric acid environments, while barium sulfate-filled PTFE is more suitable for such conditions.
Flange structural displacement, vibration, or thermal cycling characteristics also influence gasket dynamic performance. In systems subject to thermal cycling, gaskets must withstand repeated expansion and contraction caused by temperature changes. Since PTFE has a much higher thermal expansion coefficient than metal flanges, differential movement may introduce additional sealing stress. Semi-metallic gaskets, due to their metal skeleton structure, exhibit lower relaxation rates under dynamic conditions and are therefore more suitable for such applications.
Long-term stress retention capability determines maintenance intervals and reliability levels. For critical equipment or locations that are difficult to access, materials with superior stress retention performance, such as semi-metallic or filled PTFE gaskets, should be prioritized even if their initial cost is higher.
Influence of Assembly Process on Gasket Relaxation
Proper assembly procedures are the foundation for controlling gasket relaxation and ensuring sealing reliability. Even when high-quality gasket materials are selected, improper installation can still lead to early failure.
1. Initial Waiting Time
For sheet-type gasket materials, an appropriate initial waiting period should be set to allow early stress adjustment after loading. This pause helps compensate for initial bolt preload loss before performing relaxation compensation tightening.
Traditional industrial experience often recommends waiting several hours or even days before retightening; however, studies show that shorter waiting periods can also achieve good results. For example, a waiting time of about 15 minutes is a practical compromise in engineering applications. For PTFE-based gaskets, a 15-minute waiting period can significantly reduce relaxation rates, while extending the period to 24 hours yields limited additional benefit. The optimal waiting time depends on gasket type and operating conditions and should be verified based on field experience or manufacturer recommendations.
2. Relaxation Compensation Tightening
Relaxation compensation tightening refers to circumferential tightening to the final torque value under room temperature conditions. This method is mainly used to restore preload loss caused by initial gasket compression and short-term creep.
Stable and uniform torque loading is critical to gasket compression uniformity. The star-pattern multi-stage tightening method is generally recommended, followed by circumferential tightening during the final stage. This staged tightening approach ensures parallel flange face contact and avoids local over-compression or under-compression. Calibrated torque tools should be used to ensure load accuracy. In some applications, engineers also employ ultrasonic or digital torque monitoring equipment to measure bolt stress for improved precision control.
3. Start-Up Retightening (Hot Torque)
For systems that experience temperature rise during operation, additional relaxation may occur due to thermal expansion and gasket deformation. Therefore, retightening during the early heating stage is recommended to restore proper bolt load and ensure long-term sealing performance.
For high-temperature systems, retightening should ideally be performed when the temperature is below 232°C (450°F). If the temperature exceeds this threshold, lubricants may degrade and the friction coefficient (K-factor) may change, affecting torque calculation accuracy. Therefore, if the flange system is expected to operate in high-temperature environments, retightening should be completed during the heating stage to avoid subsequent stress calculation distortion.
It should be noted that the term “hot torque” has been redefined as start-up stage retightening to avoid confusion with hot bolting maintenance operations. This is a planned maintenance action rather than an online pressurized repair operation.
Timing of Retightening
Regardless of whether the system operates under high-temperature conditions, gasket relaxation will occur to some extent after initial installation. Therefore, retightening is generally recommended as part of the installation process. However, different gasket types require different strategies.
Semi-metallic gaskets may even eliminate the need for retightening in some operating conditions due to their excellent load retention capability, provided that initial assembly is performed correctly.
PTFE-based gaskets are generally more suitable for early retightening within 15 to 60 minutes after installation. Research shows that most performance optimization occurs during this period, and excessively early or excessively delayed retightening produces suboptimal results.
Bolt Material Selection and Matching
For high-temperature service conditions, fastening materials with superior high-temperature performance should be prioritized. ASTM A193 B16 studs are commonly used high-temperature fastening materials, offering significantly better creep resistance than ordinary carbon steel bolts. Studs should also be paired with matching grade nuts; for example, B16 studs are usually matched with Grade 4 or Grade 7 nuts to reduce nut-side relaxation.
Bolt dimensions also influence relaxation behavior. Generally, longer bolts retain more residual torque, and smaller diameters help reduce torque loss. Therefore, using long and relatively slender bolts is an effective method to prevent torque loss. In addition, larger temperature variations and longer exposure durations tend to exacerbate torque loss.
Engineering Practice Recommendations
Based on the above analysis, the following practical recommendations are proposed for different application scenarios:
For general industrial applications with moderate temperature, pressure, and low media corrosiveness, filled PTFE gaskets (rPTFE or ePTFE) can be considered, with retightening performed 15–30 minutes after installation. This approach achieves a good balance between cost and performance.
For high-temperature and high-pressure critical equipment, semi-metallic gaskets such as spiral wound or Kammprofile gaskets are preferred. Although initial cost is higher, their superior load retention capability and long-term stability can significantly reduce maintenance costs and unplanned shutdown risks.
For strongly corrosive media where PTFE-based gaskets are unavoidable, high-quality rPTFE or ePTFE should be selected while avoiding machined PTFE. Strict retightening procedures should be followed, and maintenance inspection intervals should be shortened.
For continuous production units where shutdown is difficult, long-term stress retention performance should be considered during the design stage. Semi-metallic gaskets should be prioritized, and online bolt stress monitoring systems can be deployed to enable predictive maintenance.
Conclusion
Gasket relaxation is one of the primary causes of sealing failure in bolted flange joints. Through scientific material selection, strict assembly processes, and rational maintenance strategies, this problem can be effectively controlled. Understanding the relaxation characteristics of different gasket materials and mastering proper retightening timing and methods are essential for improving industrial system reliability.
With advances in material science and monitoring technologies, engineers now have more tools to address gasket relaxation challenges. By selecting high-quality gasket materials, enforcing strict assembly procedures, and implementing scientific maintenance monitoring, industrial systems can extend flange joint service life and reduce the risk of unplanned shutdowns. The ultimate goal is to shift from reactive maintenance to predictive maintenance, ensuring long-term safe, stable, and economical equipment operation.
Send your message to this supplier
Related Articles from the Supplier


Related Articles from China Manufacturers


Key Points of Installating Blasting Machine
- Jan 05, 2016

Key Points for Transforming of Fiber Optic Industry
- Dec 17, 2015


Key Considerations in Hot Forging
- May 25, 2024

Key Technologies for Simulation Software of Stamping
- May 11, 2016


Related Products Mentioned in the Article
Supplier Website
Source: https://www.magpievalves.com/media-hub/key-causes-and-prevention-of-gasket-relaxation-failure.html