How to Optimize Control Valve Packing Friction
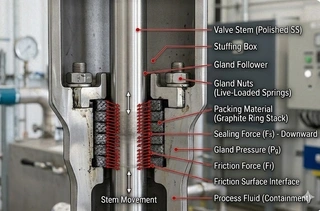
In industrial automation systems, pneumatic actuated control valves and electric actuated control valves are the core equipment of process control. These valves need to precisely regulate fluid flow, and one of the key components to achieve this function is packing. Packing is installed inside the valve stuffing box, surrounding the valve stem to form a sealing barrier. Its core function is to prevent high-pressure media in the pipeline from leaking to the external environment through the gap between the valve stem and the valve body. This sealing is achieved by axially compressing the packing, causing it to expand radially, thereby tightly fitting the valve stem surface and the inner wall of the stuffing box. However, while packing achieves sealing, it also generates friction with the valve stem. This friction directly affects valve operating performance: excessive friction leads to increased actuator load, slow response, and reduced positioning accuracy; unstable friction causes “stick-slip effect”—intermittent jamming during stem movement, resulting in flow regulation fluctuations. Therefore, how to reduce friction while ensuring sealing has become a key issue in control valve applications.
What Affect Valve Packing Friction?
The generation of packing friction involves multiple physical factors. Understanding these factors is the basis for optimization.
Material properties are the primary factor determining friction level. Different materials have significant differences in molecular structure and surface characteristics: PTFE has an extremely low friction coefficient, while graphite materials, although having good lubricity, still have a higher friction coefficient than PTFE. Material hardness, elasticity, and self-lubricating ability all affect final friction performance.
Contact area directly affects friction magnitude. The contact area between packing and valve stem is determined by the inner diameter, outer diameter, and height of the packing. Under the same compression force, a larger contact area results in lower pressure per unit area, but total friction may increase. This is the physical reason why reducing the number of packing rings can reduce friction.
Compression load is the direct source of friction. Packing requires a certain compression force to achieve effective sealing, but compression force is positively correlated with friction. In actual engineering practice, over-compression is common—operators continuously increase compression force to prevent leakage, which causes a sharp increase in friction and instead affects normal valve operation.
In addition, surface finish, concentricity, and installation quality are also process factors that significantly affect friction. Rough valve stem surfaces increase friction resistance; misalignment between valve stem and stuffing box leads to local excessive wear; tilted gland installation causes uneven packing stress. Although these factors are difficult to quantify, they are often more influential in practical applications than theoretical design.
Three Basic Methods for Reducing Packing Friction
Based on the above influencing factors, three basic strategies for reducing friction have been formed in engineering practice.
1. Optimize Compression Load
Controlling appropriate compression force is the most direct method to reduce friction. Packing manufacturers determine the optimal compression stress range for various materials through extensive testing. For example, for common graphite packing, the recommended compression stress is usually 10–20 MPa. Below this range may lead to insufficient sealing, while above this range not only fails to improve sealing performance but may cause material extrusion, hardening, or even failure.
The simplified calculation formula proposed by the Electric Power Research Institute (EPRI) shows that the friction force of a reciprocating shaft is related to shaft diameter, packing height, compression stress, friction coefficient, and stress distribution factor. Through this formula, engineers can derive a reasonable compression stress based on target friction, and further calculate the required bolt load and torque value.
In actual operation, the torque control method has become an industry standard. Maintenance personnel use torque wrenches to tighten packing gland bolts according to manufacturer-provided values, avoiding unstable load caused by “feeling-based” operation. It should be noted that torque values are affected by lubrication conditions and gasket conditions and are not completely equivalent to actual axial force. To further improve accuracy, some advanced systems have begun to adopt calibrated bolts or disc spring structures, as well as real-time load sensors to directly monitor packing conditions.
2. Reduce Packing Ring Quantity
The number of packing rings is positively correlated with friction resistance. Each additional ring increases a layer of friction contact surface. Although this relationship is not a simple linear superposition (because stress distribution changes with ring number), reducing ring quantity can indeed effectively reduce total friction.
However, reducing ring quantity must balance sealing reliability. The common approach is to use metal rings or carbon rings as spacer gaskets, while maintaining total packing height and structural stability, and reducing the number of actual sealing packing rings. This design can both reduce friction and prevent medium leakage along packing layers.
For low-pressure conditions or applications with less strict leakage requirements, single-ring or double-ring packing structures can be considered; while for high-pressure differential and hazardous media conditions, a balance between ring quantity and sealing level must be achieved. Some specially designed low-friction packing components achieve excellent sealing performance while reducing ring quantity through optimized internal structure.
3. Select Low-Friction Materials
Material selection is the fundamental means of reducing friction. The main low-friction packing materials in industrial applications currently include PTFE-based materials and graphite-based materials.
PTFE material has a friction coefficient of about 0.08, making it one of the lowest friction sealing materials available. It has excellent self-lubrication and good chemical inertness, suitable for most corrosive media. However, PTFE has limited temperature resistance, with a maximum service temperature of about 260°C. In addition, pure PTFE has a cold flow (creep) problem and is prone to plastic deformation under long-term compression stress, leading to sealing relaxation. To overcome this drawback, practical products often adopt PTFE-fiber composite structures or PTFE coatings over metal/carbon fiber skeletons.
Graphite materials have a friction coefficient of about 0.09 (lubricated graphite) to 0.1 (molded graphite), slightly higher than PTFE but with excellent high-temperature resistance. In oxidizing environments, graphite can withstand about 454°C; in steam environments, service temperature can exceed 649°C. Graphite also has good thermal conductivity, which can quickly dissipate heat generated by friction and avoid local overheating. For high-temperature molten salt systems, steam control valves, and similar conditions, graphite is the preferred material.
In recent years, composite material technology has continuously developed, and many new types of packing combining the advantages of both materials have emerged. For example, braided packing with high-strength fiber skeletons impregnated with PTFE maintains structural stability while significantly reducing friction; carbon fiber-reinforced graphite composites show lower friction coefficients and longer service life under high temperature conditions.
Selection Considerations in Different Industries
Although reducing friction is a universal goal, different industries have significantly different requirements for packing performance, and selection must be comprehensive.
In the petrochemical industry, fugitive emission control is the primary consideration. Leakage of volatile organic compounds (VOC) not only causes material loss but also brings environmental compliance risks and safety hazards. Therefore, petrochemical units usually prioritize packing structures with high sealing performance, even if this means accepting higher friction. Graphite packing dominates this field due to its good long-term sealing performance and fire safety.
In the solar thermal power industry, operating temperature of molten salt systems can reach above 565°C. Under such conditions, material temperature resistance and chemical stability are more important than friction coefficient. Molten salt is strongly oxidizing, and ordinary organic materials will decompose rapidly; only specially treated graphite or ceramic-based materials can meet the requirements. Friction optimization must be carried out within the temperature range that the material can withstand.
In the nuclear power industry, long-term reliability and predictability are critical. Nuclear-grade valves require packing to maintain stable sealing and friction characteristics over the entire service life (typically more than 40 years). EPRI research has promoted the widespread adoption of torque control methods. Nuclear power plants generally use strictly tested packing products and establish detailed maintenance procedures.
In general industrial process control, regulation accuracy is often the key indicator. For control valves requiring frequent operation or fine adjustment, low and stable friction directly affects control quality. Such applications prefer PTFE-based low-friction packing combined with precise load control technology.
Control Valve Packing Installation and Maintenance
Even the best packing products cannot achieve expected performance if installed improperly. Field engineering experience shows that installation quality often has a greater impact on friction performance than material differences.
- Surface preparation: valve stem surface should meet specified roughness requirements, typically Ra 0.4–0.8 μm. Excessively smooth surfaces may cause lubricant retention issues; excessively rough surfaces increase wear. Before installation, valve stem and stuffing box should be thoroughly cleaned to remove old packing residues and corrosion products.
- Concentricity control: the valve stem and stuffing box should maintain good concentricity. Eccentricity leads to uneven packing stress distribution, causing local over-compression while other areas lack sealing, increasing both friction and leakage.
- Stepwise compression: newly installed packing should be compressed in stages. After initial installation, first tighten the gland bolts by hand, then after a period of operation and initial packing consolidation, gradually increase torque in a cross pattern until reaching the target value. This “pre-compression” process helps packing conform evenly to the valve stem profile.
- Avoid over-tightening: this is the most common field maintenance problem. Many operators tend to “tighten more rather than less,” even using extension bars for forced tightening. Over-tightening not only significantly increases friction but may also cause valve stem seizure, gland deformation, or thread damage. The correct approach is to strictly follow manufacturer torque values and understand the engineering principle that “tighter does not mean better.”
- Dynamic monitoring: advanced maintenance strategies are shifting from periodic maintenance to condition monitoring. By installing pressure sensors or temperature sensors at the packing area, the packing condition can be monitored in real time, enabling preventive adjustment before leakage occurs. This technology avoids the vicious cycle of “adjust–leak–readjust” and significantly extends packing service life.
Conclusion
Reducing packing friction in pneumatic and electric control valves is a systematic engineering task involving multiple aspects such as materials science, mechanical design, and maintenance management. The core points can be summarized as follows: select low-friction materials suitable for operating conditions, control reasonable compression load, ensure high installation quality, and establish scientific maintenance standards.
There is no universal solution suitable for all conditions. PTFE is suitable for low-temperature and low-friction applications; graphite is suitable for high-temperature and high-reliability applications; composite materials provide more optimization options. Regardless of material selection, reasonable load control is the prerequisite for performance—excessive compression not only fails to improve sealing but also damages packing structure and increases friction resistance.
The ultimate goal is to achieve a unified balance of sealing performance, operability, and economic efficiency. By replacing empirical judgment with scientific methods and replacing blind tightening with precise control, industrial control valves can achieve safer, more efficient, and more stable operation.
Send your message to this supplier
Related Articles from the Supplier

How to Optimize Control Valve Packing Friction
- Apr 15, 2026


How to Select V-Port Ball Valves for Nitrate Media
- Jun 09, 2025

How to Choose the Right Valve Materials
- Jun 10, 2025

How to Select Packing Materials?
- Jun 20, 2025



How to Deal with PTFE Gasket Creep?
- Nov 06, 2025
Related Articles from China Manufacturers
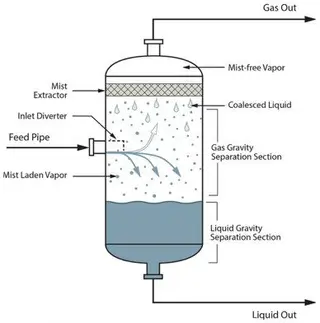
How to Optimize Gas-Liquid Separator Efficiency?
- May 06, 2024

How to Optimize the Range of Your Electric Car
- Jan 08, 2025


How to Deal With Mildew
- Jul 07, 2016

How to select Kids backpacks
- Jul 29, 2016

Related Products Mentioned in the Article
Supplier Website
Source: https://www.magpievalves.com/media-hub/how-to-optimize-control-valve-packing-friction.html