API 622 Fugitive Emission Standards for Valve Packing
Fugitive emissions from valves are a critical environmental concern in industrial production. Among various industrial equipment, valves are one of the primary sources of gas and vapor leaks. To control such emissions, several international testing standards have been established. API 622 is a standard developed by the American Petroleum Institute (API) specifically for testing fugitive emissions from valve packing. This article provides a detailed overview of the background, testing methodology, version evolution, and practical considerations of the API 622 standard for valve packing, helping valve manufacturers and end-users understand its core significance.
Background and Importance of Valve Fugitive Emissions
Controlling gas and vapor leaks in industrial production is essential for ensuring safety, protecting the environment, and reducing costs. Valves, as one of the most common components in process equipment, have long been a focus for regulatory agencies and industry organizations regarding fugitive emissions. Understanding how to effectively manage these emissions requires clarification of the basic concept of fugitive emissions, the special role of valves in industrial emissions, and the development of relevant standards and regulations.
1. What Are Fugitive Emissions?
Fugitive emissions refer to the unintended release of gases or vapors from pressurized equipment into the atmosphere. These substances often include volatile organic compounds (VOCs) and greenhouse gases. Beyond environmental impacts, fugitive emissions can pose health risks to workers and nearby populations. Economically, leaks represent wasted energy and raw materials, increasing operational costs for enterprises. In industrial facilities, fugitive emissions can originate from valves, flanges, seals, sampling points, open pipelines, pressure relief devices, and threaded connections, among other sources.
2. The Key Role of Valves in Industrial Emissions
Valves are one of the main sources of fugitive emissions in various industrial processes. Statistics indicate that valves may account for up to 60% of a plant’s total fugitive emissions. Therefore, controlling valve leaks is decisive for overall emission reduction. Most valve leaks occur at the sealing region between the stem and packing. Consequently, the performance of valve stem packing directly determines the level of fugitive emissions. Selecting suitable packing materials and configurations is a primary method for reducing valve leakage.
3. Development of International Regulations and Standards
Monitoring and controlling valve fugitive emissions is not a new challenge. As early as the 1960s, the United States began establishing formal standards and test methods for fugitive emissions. The U.S. Environmental Protection Agency (EPA) developed protocols defining performance parameters and requiring written guarantees from valve and packing manufacturers. European countries, along with major end-users such as Shell, Chevron, and Total, have also established their own emission performance specifications and testing methods. These specifications typically evaluate the entire valve assembly, which often requires packing manufacturers to collaborate with individual valve companies to optimize sealing products for specific valve structures.
However, differences in valve body design, packing clearance, stem surface finish, sealing cross-section, and valve material affect overall performance. This situation created the need for a standard that could independently evaluate the performance of packing itself, leading to the development of API 622.
Overview of the API 622 Standard
While controlling valve fugitive emissions is crucial, traditional testing methods focused on entire valve assemblies, which limited the ability to evaluate packing independently. API 622 was created to address this need, providing a unique standard that focuses specifically on valve stem packing.
1. Origin and Core Features of API 622
API 622, formally titled “Type Test for Fugitive Emissions of Valve Stem Packing for Process Valves”, was first published by the American Petroleum Institute in 2006. It is regarded as one of the most stringent standards for testing fugitive emissions from high-performance valve stem packing.
The key difference between API 622 and other standards is that it directly tests the packing itself rather than the entire valve assembly. Using a standardized test setup, end-users can independently evaluate and compare the performance of different compressed packing products without the influence of valve type or design. This approach eliminates the interference of valve design variables and makes packing performance comparison more objective and scientifically reliable.
2. Differences from Other Fugitive Emission Standards
Before API 622, fugitive emission tests typically focused on complete valves, such as ISO 15848, TA Luft VDI 2440, and SHELL SPE 77-312. For original equipment manufacturers (OEMs), conducting these tests was time-consuming and costly, and the results applied only to specific valve models, limiting their general applicability. API 622 allows packing suppliers to demonstrate product performance under standardized conditions, enabling valve manufacturers and end-users to screen and evaluate packing before committing to expensive valve-specific tests. This approach significantly reduces development time and cost.
3. Evolution of the Standard: 2006 to 2018
API 622 has undergone three major revisions. The first edition in 2006 established the basic test framework. The second edition in 2011 refined testing procedures and requirements. The latest third edition, released in 2018, introduced several key changes:
Reduced the allowable methane leakage rate from 500 ppmv to 100 ppmv.
Eliminated the provision permitting leakage adjustment via retightening of packing gland bolts during testing.
Added testing requirements for 1/8-inch cross-section packing, addressing gaps from previous versions that only tested 1/4-inch packing.
These updates made the standard stricter and more aligned with practical industrial needs.
The Three Core Test Items of API 622
API 622 consists of three main testing components: fugitive emission testing, corrosion testing, and material health testing. Each assesses different aspects of packing performance.
1. Fugitive Emission Test: Six-Day Cyclic Stress Testing
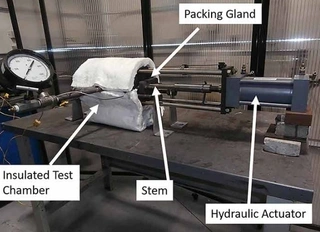
This is the central component of API 622. Conducted over six days, the test involves 1,500 mechanical cycles using a setup simulating a 4-inch, 300-pound gate valve installed horizontally. The packing undergoes temperature cycles from ambient to 500°F (≈260°C) and mechanical operations simulating roughly five years of service for gate or globe valves.
The daily procedure includes 150 ambient-temperature cycles and 150 high-temperature cycles at 500°F, followed by overnight cooling, repeated over five days. If leakage requirements are met, the sixth day continues with a final test, including 10 ambient cycles after the last thermal cycle. Methane is used as the test gas, and leaks are measured using the EPA Method 21. In the 2018 edition, leakage must not exceed 100 ppmv, and gland bolt retightening is prohibited. Earlier editions allowed one retightening operation.
The test is designed to determine how many thermal cycles the packing can withstand before emissions exceed the standard, rather than merely producing a pass/fail outcome. It evaluates packing durability under prolonged thermal stress and mechanical movement.
2. Corrosion Test: Evaluating Packing-Stem Compatibility
Conducted on a separate test bench, the corrosion test is time-based and observational without pass/fail criteria. The procedure involves soaking packing, compressing it to 30,000 MPa, and wrapping it around a metal stem. Different metal materials may be used to assess the packing’s impact on various stem metals.
The goal is to evaluate the corrosive effect on the stem, including pitting and adhesion characteristics. Poor performance can shorten valve life, increase friction, and raise maintenance costs. Although no formal pass/fail judgment is issued, observations provide important insights into long-term performance in service.
3. Material Health Test: Verifying Physical and Chemical Properties
Unlike the previous two tests, material health testing has clear pass/fail criteria. It evaluates packing weight and density, lubricant content, PTFE content, and the presence of chlorides, fluorides, or other chemical substances.
Criteria include: graphite foil packing weight loss exceeding 15% at 1,000°F (≈538°C) is considered failing; for graded packing, the maximum weight loss limit is 50%. Oxidation behavior and other chemical properties are also assessed. This ensures the packing materials themselves meet health and environmental requirements, without releasing harmful substances or excessively decomposing under high temperatures.
Key Indicators for Interpreting API 622 Data
Correctly interpreting API 622 test data is critical for selecting appropriate packing. Important indicators include:
1. Average and Maximum Leakage
Data includes both average and maximum values, measured across static and dynamic mechanical operations. Average leakage is a key indicator of overall sealing performance, but maximum leakage should also be monitored for trends and thermal cycle recovery. Continuous increases in maximum leakage may indicate potential long-term performance degradation.
2. Stem Adjustment Frequency and Maintenance Costs
Frequent adjustments during testing suggest inadequacies in packing design or installation, potentially leading to higher maintenance costs, unplanned downtime, and deviation from emission specifications. Although the 2018 edition prohibits gland adjustment, historical adjustment frequency can still inform design evaluation.
3. Packing Load and Valve Design Impact
The applied load on packing affects valve design parameters, including bolt sizing and material strength. Higher packing load can increase stem friction, influencing actuator selection and control valve response. Selecting packing requires balancing leakage performance with operational torque.
Industrial Application and Selection Guidelines
Understanding API 622 test content and data interpretation is essential for practical application.
1. How Valve Manufacturers Can Optimize Products
OEMs can use API 622 to screen packing during early product development, evaluating multiple options before committing to expensive ISO 15848 or other full-valve certifications. The data helps identify potential weaknesses, such as thermal cycle recovery or long-term friction, allowing design improvements before full-scale production.
2. End-User Considerations When Selecting Packing
End-users should request complete API 622 test reports, covering fugitive emissions, corrosion, and material health. Beyond leakage rates, stability at high temperature, compatibility with stem material, and long-term maintenance requirements must be considered. For extended warranty or reliability commitments, comprehensive testing data is a technical basis for negotiations.
3. Importance of Comprehensive Evaluation
All three tests in API 622 are equally important. Packing may exhibit low-temperature performance but fail under thermal cycling due to oxidation or volume loss. Even if fugitive emission tests pass, poor material health or corrosion performance may cause issues in practice. Packing selection must consider all test results collectively.
Conclusion
API 622 provides a scientific, objective method for evaluating valve packing performance. From its initial 2006 release to the stricter 2018 edition, the standard has evolved to meet industry demands for low fugitive emissions. Through six-day cyclic stress testing, corrosion evaluation, and material health verification, API 622 helps users identify packing performance characteristics and potential risks before practical application. For manufacturers and end-users committed to reducing fugitive emissions, understanding API 622 test methods and data interpretation is essential for selecting appropriate sealing solutions, controlling environmental emissions, and reducing operational costs. As environmental regulations continue to tighten worldwide, the importance of API 622 in the valve industry will only increase.
Send your message to this supplier
Related Articles from the Supplier




Related Articles from China Manufacturers

API 5L GR.B WELDED STEEL PIPE TO SUDAN
- Jan 05, 2017


API 6D Trunnion Mounted Ball Valve
- May 19, 2020

API 6D Metal Seated Ball Valve
- May 22, 2020

API 6D Duplex Steel Ball Valve
- Jul 30, 2020

API 608 Standard Ball Valves
- Aug 04, 2020

API 6D Super Big Size Ball valves
- Aug 21, 2020

API 602 Gate Valves with Hand Wheel Operation
- Sep 04, 2020
Related Products Mentioned in the Article








Supplier Website
Source: https://www.magpievalves.com/media-hub/api-622-fugitive-emission-standards-for-valve-packing.html