Slurry Valve Selection Guide: Knife Gate Valve vs. Pinch Valve
In industries such as mining, wastewater treatment, pulp and paper manufacturing, and chemical processing, slurry transportation is a critical and routine part of production. Slurry is a fluid mixture containing solid particles, fibers, or powders. Compared with clean water or gas pipelines, this type of medium places much higher demands on valve performance. When solids or abrasive components are present, conventional valves often experience valve seat wear, sealing failure, blockage due to solid accumulation, excessive operating torque, and mechanical jamming. These problems ultimately lead to unplanned shutdowns and high maintenance costs.
In many cases, the operational issues encountered in slurry systems are not caused by poor product quality, but by incorrect valve selection. If the valve structure and materials do not match actual working conditions, even a properly manufactured valve cannot operate reliably in the long term. Therefore, understanding different valve types and selecting them based on medium characteristics, operating conditions, and maintenance capability is essential for stable slurry system performance.
Special Challenges of Slurry Service Conditions
Conventional valves often fail in slurry applications due to the fundamental differences between slurry media and clean fluids. Solid particles, fibers, and abrasive components create interconnected challenges that directly affect long-term reliability. These effects can be summarized in four main aspects:
1. Wear and Abrasion Issues
Solid particles suspended in slurry move at high speed and continuously impact internal valve components, causing erosion and abrasion. Key parts such as valve seats, gates, and sealing surfaces gradually lose material after prolonged exposure. This leads to reduced sealing performance. In high-solid or highly abrasive conditions, wear progresses rapidly, and conventional valves may show noticeable degradation within a few months.
2. Blockage and Jamming Problems
Fibers and solid particles tend to accumulate inside the valve cavity and around moving parts, forming bridges or deposits. This can interfere with valve closure and even cause the gate or stem to seize. The risk is especially high when the valve remains at a fixed position for long periods or operates frequently.
3. Increased Operating Torque
In high solid-content or abrasive conditions, internal friction increases significantly. As a result, the actuator must provide higher torque to operate the valve. If the actuator is undersized, overload protection may be triggered or mechanical damage may occur. This issue is most severe during final closure, when particles are compressed between sealing surfaces.
4. Sealing Difficulties
During closure, solid particles may become trapped between sealing surfaces, preventing full shut-off and causing leakage. Fibrous materials may stretch or entangle, further reducing sealing effectiveness. This can lead not only to product loss but also to environmental and safety risks.
Working Principles of Main Slurry Valve Types
To address wear, blockage, and sealing challenges, knife gate valves and pinch valves are the two most widely used solutions. They use completely different operating principles—mechanical cutting and flexible sealing—to handle slurry conditions. Understanding these mechanisms is essential for proper selection.
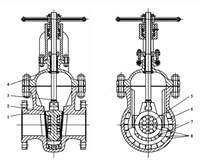
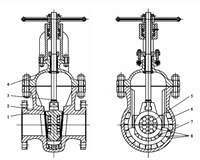
1. Knife Gate Valve Structure and Operation
Knife gate valves use a sharp-edged gate that moves vertically to open and close the flow path. During closure, the gate cuts, shears, or displaces fibers and solid particles to isolate the flow. When fully open, the gate is completely lifted out of the flow path, allowing slurry to pass with minimal obstruction.
A major advantage of this design is its relatively open flow channel. When fully open, resistance is low and blockage risk is reduced. Knife gate valves are typically made of strong metal materials, allowing them to handle relatively high pressures. They are widely used in mining, tailings handling, sludge treatment, pulp processing, and bulk material transport systems.

2. Pinch Valve Structure and Operation
Pinch valves operate using an external mechanism that compresses an internal flexible elastomer sleeve. When compressed, the sleeve collapses and seals tightly to stop flow. When released, the sleeve returns to its original shape, allowing fluid to pass.
A key advantage is that the medium only contacts the sleeve, not the metal valve body. This prevents direct abrasion or corrosion of the valve structure. In full open position, pinch valves provide a full-bore flow path with very low pressure drop, helping maintain pump efficiency.

3. Core Design Differences
Knife gate valves rely on rigid metal-to-metal sealing, while pinch valves rely on flexible elastomer deformation. These fundamental differences lead to clear variations in wear resistance, sealing performance, pressure capability, and maintenance requirements.
Sealing Performance Comparison
Sealing is the primary function of any valve and a common failure point in slurry systems. Comparing closed-state sealing performance is essential, as different mechanisms directly affect shut-off reliability.
1. Knife Gate Valve Sealing Characteristics
Knife gate valves achieve sealing through mechanical cutting and displacement. During closure, the gate pushes aside or cuts through the medium, allowing direct contact between sealing surfaces. This works well in fibrous or bridging media, as fibers are cut rather than trapped.
However, when hard particles are present, they may become trapped between the gate and seat, preventing full contact and causing leakage.
2. Pinch Valve Sealing Characteristics
Pinch valves achieve sealing through elastic compression of the sleeve. When closed, the sleeve forms a continuous sealing surface. Its flexibility allows it to adapt to fine particles and viscous slurry, often achieving excellent sealing performance.
However, large particles or long fibers may prevent full compression, leading to leakage.
3. Performance Under Different Media
Fibrous or bridging slurry → Knife gate valves perform better
Fine particle or viscous slurry → Pinch valves perform better
For critical applications, particle size distribution, fiber content, and settling behavior must be carefully evaluated.
Wear Resistance and Service Life
Sealing determines whether a valve can close tightly; wear resistance determines how long it can maintain that performance. Wear is unavoidable in slurry systems, but its pattern and impact differ significantly between valve types.
1. Knife Gate Valve Wear Behavior
Wear is mainly concentrated on the gate-seat interface and high-flow regions. During operation, sliding contact and trapped particles cause abrasive wear. Throttling conditions intensify erosion due to high-velocity flow.
Typical service life in abrasive slurry conditions is 6–12 months, depending on materials and operating conditions.
2. Pinch Valve Wear Behavior
Wear occurs mainly in the elastomer sleeve through:
cyclic compression fatigue
inner surface abrasion
chemical aging
Because there is no rigid friction between metal parts, wear is more uniform and less localized.
3. Practical Service Life
Under suitable conditions, pinch valves typically last 12–24 months or longer. Service life depends heavily on sleeve material:
Natural rubber: high abrasion resistance
Synthetic rubber: better chemical resistance
Pressure and Temperature Performance
Pressure Capability: Knife gate valves, with rigid metal construction, can handle medium to relatively high pressures and pressure fluctuations. However, high-pressure closure increases actuator torque requirements. Pinch valves rely on flexible sleeves, making them suitable mainly for low to medium-pressure systems. Excess pressure may cause deformation or rupture.
Temperature Limits: Pinch valves are limited by elastomer properties. High temperatures accelerate aging and reduce elasticity, shortening service life. Knife gate valves perform better at higher temperatures due to metal construction, but non-metal components such as seals and packing still limit performance.
Maintenance and Operational Reliability
Knife Gate Valve Maintenance: Maintenance includes inspection of gate and seat wear, sealing clearance checks, packing replacement, and removal of internal deposits. Repairs often require disassembly, making maintenance time-consuming and technically demanding.
Pinch Valve Maintenance: Maintenance is simpler, mainly involving sleeve inspection and replacement. Sleeve replacement is usually quick and does not require full valve removal. However, reliability depends heavily on spare sleeve availability.
Continuous Operation Considerations: Selection should focus not only on performance but also on failure predictability, maintenance difficulty, and downtime cost. In high-cost downtime environments, simpler and more predictable maintenance is preferred.
Limitations in Flow Regulation
Why Knife Gate Valves Are Unsuitable for Throttling: Knife gate valves are fundamentally designed for on-off service rather than precise flow control. When partially open, fluid passes through a narrow gap between the gate and seat at high velocity, causing severe localized erosion that rapidly damages sealing surfaces. Throttling conditions also tend to generate vibration and noise, further accelerating wear.
Risks of Using Pinch Valves for Regulation: Pinch valves are also not suitable for flow control. When partially open, the sleeve remains in a partially compressed state, and fluid exerts uneven stripping forces on the sleeve, leading to localized damage or premature fatigue failure. Using pinch valves for throttling significantly reduces sleeve life.
Correct Selection Approach for Slurry Flow Control: If flow regulation is required in slurry pipelines, selection should be based on control valve principles. Options such as V-port ball valves or specially designed control valves should be considered, combined with appropriate actuators and control strategies. Using on-off valves for throttling is a common cause of premature failure in slurry systems.
Conclusion
There is no absolute “better” slurry valve. The correct choice depends on whether the valve matches the medium, operating conditions, and maintenance capability.
Knife gate valves rely on mechanical strength and are suitable for high-solid and high-pressure conditions, but are limited by sealing wear. Pinch valves rely on flexible sealing, offering better performance in abrasive and corrosive slurry but with pressure limitations.
Proper selection requires evaluation of solid content, particle hardness, fiber characteristics, chemical properties, pressure, and temperature. Maintenance capability and lifecycle cost must also be considered.
Only by aligning valve selection with real operating conditions can long-term reliability and cost efficiency of slurry systems be achieved.
Send your message to this supplier
Related Articles from the Supplier


Valve Selection for Abrasive Slurry Service
- May 23, 2026
Related Articles from China Manufacturers

5 Things To Consider When Choosing A Slurry Valve
- Dec 16, 2020


Which Valves Are Ideal For Slurry Applications?
- Apr 18, 2024

-320x323.webp)
Knife gate and slurry valves
- Dec 16, 2020

Related Products Mentioned in the Article






.jpg)

Zhejiang Kosen Valve Co., Ltd.
- https://www.kosenvalve.com/
- Business Type: Industry & Trading, Manufacturer,
Supplier Website
Source: https://www.kosenvalve.com/media-hub/slurry-valve-selection-guide-knife-gate-valve-vs-pinch-valve.html