Ceramic Seated Ball Valves vs. Metal Seated Ball Valves
In industrial environments such as mining, power generation, and chemical processing, where highly abrasive slurries are continuously transported, valves are among the most critical control components in piping systems. The media in these systems often contains large quantities of solid particles, acidic or alkaline chemical substances, and flows at relatively high velocities. Under such conditions, the internal surfaces of the valve, especially the sealing areas, are constantly exposed to severe erosion and wear.
In these demanding applications, the performance difference between ceramic seated ball valves and metal seated ball valves becomes very significant. Traditional metal seated ball valves are widely used throughout industry, but under highly abrasive and corrosive operating conditions, they are easily affected by erosion and corrosion. This often leads to sealing failure, increased leakage, and frequent replacement, resulting in high maintenance costs and production downtime.
By comparison, ceramic seated ball valves offer extremely high hardness, excellent wear resistance, and strong chemical inertness. These characteristics allow them to achieve longer service life and more stable operating performance in slurry transport systems. As a result, ceramic seated ball valves are increasingly becoming an important solution for severe wear applications.
Main Challenges of Highly Abrasive Slurry Service Conditions
In high-concentration slurry transport systems, the media usually consists of liquid mixed with a large amount of solid particles. When the slurry flows through pipelines at high speed, the solid particles continuously impact and rub against the internal surfaces of the valve, especially the sealing area between the ball and the seat. This continuous friction acts much like liquid sandpaper and can rapidly wear ordinary metal surfaces.
In addition to the erosive effects of solid particles, many slurry systems also involve acidic or alkaline corrosive environments. For example, mineral slurries may contain sulfides, while chemical slurries may contain strong acids or alkalis. These chemicals further accelerate the corrosion process of metallic materials. Once the protective layer on the metal valve surface is worn away, corrosive media can directly attack the underlying metal, leading to pitting corrosion, stress corrosion cracking, and other failures.
Furthermore, some high-temperature slurry applications also create thermal stress problems for valves. Metallic materials generally have relatively high thermal expansion coefficients. When temperature changes occur, valve components may experience significant dimensional variation, which can increase operating torque or even cause valve seizure. These problems affect the stability of the entire system and increase both maintenance frequency and downtime.
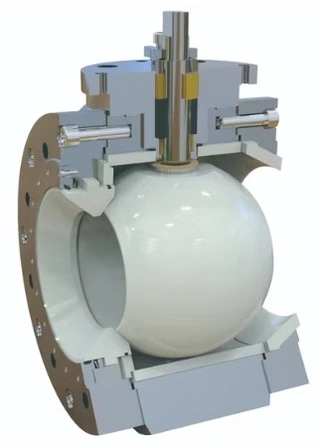
Features and Advantages of Ceramic Seated Ball Valves
Ceramic seated ball valves are high-performance valve products developed from conventional metal ball valve designs. By utilizing advanced structural ceramic materials, optimized structural designs, and modern manufacturing technologies, they achieve wear resistance and corrosion resistance far superior to traditional metal valves.
1. Material Hardness and Wear Resistance
Ceramic seated ball valves are commonly manufactured using structural ceramic materials such as alumina, zirconia, or silicon nitride. These materials possess extremely high hardness. High-purity alumina and silicon nitride ceramics can reach a Mohs hardness of approximately 9.0, while Stellite alloys and tungsten carbide coatings used on metal valves typically range between Mohs hardness 5 and 7.
Ceramic materials are second only to diamond in hardness and can resist the impact of highly abrasive media over long periods. During high-speed slurry flow, ceramic valve seats can maintain smooth surfaces even under continuous erosion and are less likely to develop wear grooves. Even mineral slurries containing highly abrasive quartz particles can be handled effectively while maintaining sealing surface integrity for extended periods.
This exceptional hardness makes ceramic ball valves especially suitable for transporting mineral slurry, coal slurry, ash slurry, and other particle-containing media.
2. Corrosion Resistance
Ceramic materials exhibit extremely strong chemical inertness. Engineering ceramics rarely react chemically with industrial acids or alkalis, allowing them to resist both wear and corrosion simultaneously.
In chemical slurry and mineral slurry systems, the media is often both abrasive and corrosive. Once the protective layer of a metal material is damaged, pitting corrosion and stress corrosion cracking can occur quickly. Ceramic materials do not suffer from these problems, making them highly reliable in aggressive chemical environments.
3. Sealing Reliability and Self-Cleaning Capability
Ceramic seated ball valves also provide significant advantages in sealing performance. When solid particles enter the sealing area between the ball and the seat, ordinary metal valves are easily scratched. Once the sealing surface is damaged, high-pressure media can create continuous leakage and further accelerate seat deterioration.
Due to their extremely high hardness, ceramic sealing surfaces are not only highly wear-resistant but also possess a certain self-cleaning capability. The sharp ceramic edges can even cut through some solid particles, preventing impurities from remaining trapped between the sealing surfaces. As a result, ceramic seated ball valves can maintain long-term Class VI bubble-tight sealing performance.
The valve ball is usually manufactured using advanced grinding equipment and precision machining processes to achieve extremely high roundness accuracy and surface smoothness. When combined with zirconia ceramic seats, the self-lubricating characteristics of the ceramic material help achieve excellent sealing performance, significantly improving pipeline sealing reliability and reducing leakage risks.
4. Thermal Stability
Under high-temperature slurry service conditions, ceramic materials offer lower thermal expansion rates and better thermal stability. Metallic materials may experience increased operating torque or seizure due to thermal expansion during temperature fluctuations.
Ceramic materials maintain dimensional stability in fluctuating temperature environments, thereby reducing actuator loads and improving overall system reliability.
5. Service Life and Economic Benefits
From an economic perspective, although ceramic valves usually have a higher initial purchase cost than metal valves, their long-term operating costs are significantly lower.
Traditional metal valves operating in severe slurry conditions may require replacement every three to six months. This involves not only spare part costs but also labor expenses and production losses caused by downtime.
Ceramic valves generally achieve service lives four to ten times longer than conventional hardened metal valves. By reducing maintenance frequency, minimizing shutdowns, and extending equipment life, ceramic valves can greatly reduce total ownership cost.
6. Practical Application Example
A large iron ore processing plant previously used hardened metal seated ball valves for transporting high-concentration tailings slurry. Because the slurry contained a high percentage of quartz particles and flowed at high velocity, the metal valve seats experienced severe wear and leakage after only 45 days of operation. The system required frequent shutdowns for maintenance.
Later, the plant replaced the metal valves with high-wear-resistant ceramic ball valves equipped with zirconia ceramic internal components. After 14 months of continuous operation, inspection showed almost no visible wear, and the valves still maintained excellent sealing performance.
Through this upgrade, the customer reduced maintenance costs by 85%, minimized planned shutdowns, and significantly improved production efficiency.
Features and Applications of Metal Seated Ball Valves
Metal seated ball valves achieve sealing through metal-to-metal contact between the ball and the seat. The seats are commonly manufactured from stainless steel, Stellite alloys, or other hardfacing materials. This design makes them particularly suitable for high-temperature and demanding wear applications.

1. High-Temperature Performance
Metal seated ball valves can withstand temperatures exceeding 600°C. Their engineering design allows reliable sealing performance even under extreme temperatures, making them highly suitable for critical industrial systems.
The primary design focus of metal seated ball valves is strength, wear resistance, and high-temperature sealing capability. Balls and seats are often hardened using tungsten carbide, chromium carbide, or Stellite coatings. Combined with spring-loaded seat designs, the valve can maintain stable contact during temperature fluctuations.
2. Wear Resistance
Through hardfacing alloys and precision surface treatment technologies, metal seated ball valves provide good durability in abrasive and corrosive media.
Their metal-to-metal sealing structure can minimize leakage even after prolonged exposure to high temperatures or corrosive fluids. Metal seated ball valves are widely used in power plant boiler feedwater and steam control systems, refineries and petrochemical plants, slurry transport systems, paper mills, and high-temperature gas or chemical processing systems.
3. Limitations of Metal Seated Ball Valves
Although metal seated ball valves perform well in high-temperature environments, they still have clear limitations in highly abrasive slurry applications.
Metal materials are susceptible to erosion. Once small damage appears in the hardened coating, slurry particles can rapidly attack the underlying metal. In slurries containing high-hardness particles, metal seats often experience relatively short service life.
In addition, metal materials are more vulnerable to pitting corrosion and stress corrosion cracking in corrosive media. Therefore, in applications involving both severe abrasion and corrosion, the performance of metal seated ball valves becomes limited.
Comparison Between Ceramic Ball Valves and Metal Ball Valves
|
Comparison Item |
Ceramic Seated Ball Valve |
Metal Seated Ball Valve |
|
Material Hardness |
Mohs hardness 9.0, second only to diamond |
Mohs hardness 5–7 |
|
Corrosion Resistance |
Chemically inert, resistant to acids and alkalis |
Susceptible to pitting and stress corrosion |
|
Sealing Performance |
Class VI bubble-tight sealing with self-cleaning capability |
Sealing surfaces easily scratched, sealing performance declines over time |
|
High-Temperature Performance |
Low thermal expansion and good dimensional stability |
High thermal expansion but maintains good performance at elevated temperatures |
|
Service Life |
4–10 times longer than metal valves |
Typically 3–6 months in severe abrasive service |
|
Initial Cost |
Higher |
Lower |
|
Long-Term Maintenance Cost |
Low |
High |
|
Suitable Temperature Range |
Best for medium and lower temperatures with fluctuations |
Best for temperatures above 600°C |
|
Suitable Media |
Highly abrasive and corrosive slurries |
High-temperature media and particle-containing fluids |
|
Main Disadvantages |
Relatively brittle, not suitable for high-viscosity media |
Limited wear and corrosion resistance |
Valve Selection Recommendations and Important Considerations
When choosing between ceramic seated ball valves and metal seated ball valves, engineers should carefully evaluate the specific operating conditions.
For high-concentration slurry systems containing hard solid particles, such as mineral slurry, tailings, coal slurry, and ash slurry, ceramic seated ball valves are generally the preferred choice. The high hardness and corrosion resistance of ceramic materials provide longer service life and lower maintenance frequency. Their advantages become especially clear when the media is both abrasive and corrosive.
For high-temperature systems operating above 500°C, such as steam pipelines, heat transfer oil systems, and refinery units, metal seated ball valves remain the more suitable option. Metallic materials maintain better mechanical strength at extremely high temperatures, while ceramic materials may face thermal shock risks in severe thermal environments.
It should also be noted that ceramic ball valves are not suitable for certain high-viscosity or coke-forming media. In addition, ceramic ball valves generally provide weaker throttling performance and are therefore better suited for on-off isolation service rather than high-precision flow control applications.
Regarding installation and maintenance, both ceramic and metal ball valves should be operated according to proper engineering procedures. Valve handwheels, handles, and small gear operators must not be used as lifting points to avoid structural damage.
For metal seated ball valves, operators should regularly inspect seat wear and media buildup, use compatible lubricants to reduce friction, monitor operating torque changes, and replace seals or repair coatings according to maintenance schedules.
Conclusion
Under highly abrasive and corrosive slurry service conditions, ceramic seated ball valves offer clear advantages over traditional metal valves in terms of material hardness, corrosion resistance, sealing reliability, and lifecycle cost.
Although ceramic valves have higher initial purchase costs, their exceptionally long service life and very low maintenance requirements can significantly reduce total ownership cost and help companies achieve faster return on investment.
Metal seated ball valves still maintain irreplaceable advantages in high-temperature applications, especially in steam systems above 500°C, refinery units, and high-temperature gas pipelines, where metal valves remain a proven and reliable solution.
In practical applications, valve selection should be based on a comprehensive evaluation of media characteristics, operating temperature, particle hardness, corrosiveness, and project budget. For highly abrasive applications such as mineral slurry, tailings, and chemical slurries, ceramic seated ball valves are becoming the preferred solution for more and more industrial facilities.
As ceramic material toughening technologies and manufacturing processes continue to improve, the application range of ceramic ball valves is expected to expand further, providing reliable fluid control solutions for an even wider range of severe operating conditions.
Send your message to this supplier
Related Articles from the Supplier
Related Articles from China Manufacturers


Ceramic Fiber Spray Coating
- Feb 19, 2016



Ceramic Fiber and Super Thermal Insulation Material
- Feb 23, 2016

Ceramic Fiber Module Has Become the First Choice
- Apr 27, 2016

Ceramic Fiber is a good Insulating Refractory
- Jul 25, 2016

Related Products Mentioned in the Article

Zhejiang Kosen Valve Co., Ltd.
- https://www.kosenvalve.com/
- Business Type: Industry & Trading, Manufacturer,
Supplier Website
Source: https://www.kosenvalve.com/media-hub/ceramic-seated-ball-valves-vs-metal-seated-ball-valves.html