Optimized Manufacturing Process for F304 Steel Valve Body Forgings
Abstract: F304 steel is an austenitic stainless steel commonly used in the manufacturing of valves. In this study, a Ø500 mm electroslag remelted ingot of F304 steel with an optimized chemical composition was forged with a forging ratio of 2.4. This was followed by a solution treatment at 1,050 °C for 3 hours with water cooling, and then a sensitization treatment at 670 °C for 1 hour followed by air cooling. The microstructure and mechanical properties of the forgings were evaluated. The results indicate that the mechanical properties meet the required standards, exhibiting good strength and toughness. The intergranular corrosion resistance also complies with the relevant technical specifications.
Introduction
F304 steel is one of the most widely used austenitic stainless steels. It contains alloying elements such as nickel and chromium and is extensively applied in industries including aerospace, chemical processing, nuclear power, and automotive manufacturing. This paper investigates the effects of optimized chemical composition, forging techniques, and heat treatment processes on the microstructure and mechanical properties of F304 steel valve body forgings.
1. Forging Manufacturing
1.1 Smelting
The electrode is melted using a +150 mm × 800 mm AOD (Argon Oxygen Decarburization) process. Raw materials are carefully selected to prevent the introduction of low-melting-point impurities into the electrode base metal. The electrode is then subjected to electroslag remelting to produce a +500 mm electroslag ingot. Due to the high alloy content and stringent corrosion resistance requirements for valve body forgings, the chemical composition must be carefully optimized to ensure the final product meets all performance standards. The chemical composition of the electroslag ingot is presented in Table 1. The ingot is blanked using a 2000-ton hydraulic press at an initial forging temperature of (1,180 ± 20) °C. After blanking, forging is performed, followed by air cooling.
1.2 Forging
Forging is carried out on a 2000-ton hydraulic press, with strict control over the initial and final forging temperatures (1,180 °C and 850 °C, respectively) as well as the forging ratio at each stage. Before forging, the steel ingot is heated to 1,180 °C and held at this temperature for 4 to 7 hours. The specific heating process is illustrated in Figure 1. The Ø500 mm electroslag remelted ingot is initially forged into a 280 mm × 280 mm × 580 mm billet, achieving a forging ratio of 2.4. This billet is then further forged to the final dimensions of 175 mm × 200 mm × 1,150 mm (L = 3 + S). The forging process yields three finished forgings along with additional test specimens. Air cooling is applied after forging.
1.3 Solution Treatment
Figure 2 illustrates the solution treatment process for F304 steel valve body forgings.
Table 1 Chemical Composition of F304 Steel Forgings
|
Item |
C |
Mn |
S |
P |
Si |
Cr |
Ni |
|
Required |
≤0.035 |
≤1.00 |
≤0.030 |
≤0.040 |
≤2.00 |
18.00–20.00 |
8.00–13.00 |
|
Measured |
0.025 |
0.38 |
0.007 |
0.009 |
0.84 |
18.39 |
12.39 |
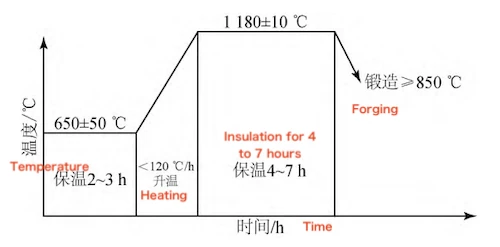
Figure 1 Heating process prior to forging the ingot
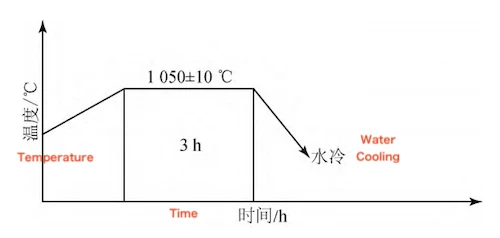
Figure 2 Solution treatment process for valve body forgings
2. Inspection Results
After solution treatment at 1,050 °C, samples were extracted from the extended section of the forged body. The sampling location is shown in Figure 3. The tensile specimens had a gauge length of 50 mm and a diameter of 12.5 mm. The impact specimens were V-notch Charpy samples. Tensile and impact tests were performed using a WDW20E electronic universal testing machine and a JB-B (300 J) semi-automatic impact tester, respectively.
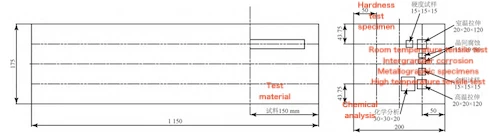
Figure 3 Schematic diagram of specimen extraction from the forging
Figure 4 shows the microstructure of the F304 steel valve body forging after solution treatment. The microstructure consists primarily of uniform, single-phase austenite with a grain size of 4. Thanks to the optimized steel composition, the post-treatment microstructure remains single-phase austenite, which reduces the electrode potential differences between matrix phases and further improves corrosion resistance. Table 2 presents the mechanical properties of F304 steel forgings following solution treatment. After water-cooled solution treatment at 1,050 °C, the forgings demonstrate mechanical properties and hardness at both room and elevated temperatures that not only meet but significantly exceed the specified technical requirements.
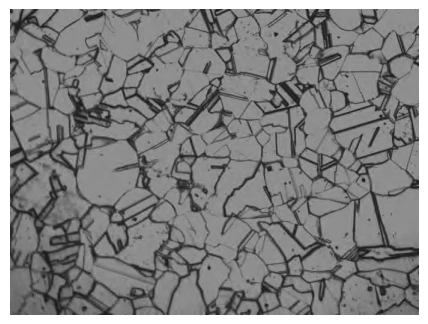
Figure 4 Microstructure of F304 steel forging after solution treatment (×200)
Table 2 Mechanical Properties of F304 Steel Forging After Solution Treatment
|
Item |
Tensile Strength (MPa) |
Yield Strength (MPa) |
Elongation after Fracture (%) |
Reduction of Area (%) |
Impact Toughness (J) |
Hardness (HB) |
|
Measured at Room Temperature |
528 |
221 |
61 |
74 |
342, 343, 339 |
175 |
|
Measured at 350 °C |
381 |
142 |
42 |
55 |
— |
— |
|
Required at Room Temperature |
≥485 |
≥170 |
≥35 |
≥50 |
≥112 |
≤190 |
|
Required at 350 °C |
≥368 |
≥125 |
≥30 |
≥45 |
— |
— |
Samples were extracted from the forgings and subjected to sensitization treatment following ASTM A262 Practice E. Specifically, the specimens were heated to 670 °C, held at that temperature for 1 hour, and then air-cooled. Intergranular corrosion testing was performed in accordance with ASME Section II, Part A, SA-262: Practice for Determining the Susceptibility of Austenitic Stainless Steels to Intergranular Attack. As a result, no cracks were observed after bending the sample 180°, indicating that the intergranular corrosion resistance of F304 steel meets the required standards following solution treatment at 1,050 °C.
3. Conclusion
The composition-optimized F304 steel valve body forgings were manufactured through a carefully designed smelting process, appropriate hot forming, and an effective solution treatment. The resulting forgings meet all mechanical property requirements, exhibiting good strength and toughness. Furthermore, their intergranular corrosion resistance conforms to the relevant technical standards.
Send your message to this supplier
topper
- www.chinatopper.com
- Address: Xiamen
- Phone: 86-592-5819200
- Business Type: Trading, Industry & Trading, Manufacturer,
Supplier Website
Source: https://www.valvesforged.com/news/optimized-manufacturing-process-for-f304-steel-valve-body-forgings.html