Erosion Behavior of V-Type Control Ball Valves in Coal Chemical Systems (Part One)
Abstract: To address the erosion and wear problems affecting blackwater valves in coal chemical process pipelines, a V-type control ball valve was selected as the research subject. Based on computational fluid dynamics (CFD) and erosion–wear theory, a numerical simulation was conducted to analyze the erosion behavior of the V-type ball valve. The flow velocity, pressure distribution, and erosion morphology within the valve’s flow domain were determined and compared with the failure patterns observed in valves from actual engineering applications. The results indicate that at small valve openings, a pronounced negative pressure region forms within the V-type ball valve. This negative pressure is significantly below the saturated vapor pressure of blackwater at 170 °C, making the valve susceptible to cavitation. Under typical valve-opening conditions, a distinct bull’s-eye-shaped high-pressure zone develops on the flow passage surface of the valve ball due to the high-velocity jet emerging from the V-notch. This high-pressure region is highly susceptible to severe erosion and pitting caused by the solid particle–laden medium. Severe wear in V-type ball valves mainly occurs on the front seat, the flow-facing surface of the ball’s internal passage, the valve body, and the rear seat. Intense particle erosion and wear in the seat sealing area can readily cause sealing failure. Furthermore, both the maximum and average wall wear rates progressively decrease as the valve opening increases, with a marked reduction occurring once the relative opening exceeds 40%. To prolong service life, V-type ball valves should be operated at larger openings, avoiding extended operation at small openings.
Introduction
Coal gasification and coal liquefaction are core technologies for deep coal processing and clean coal utilization. These processes have been widely implemented and promoted in major national coal chemical bases in Inner Mongolia, Ningxia, and Xinjiang. However, the oil–coal slurry used for transport and separation in coal liquefaction contains high concentrations of pulverized coal particles, sometimes reaching 12–15% by mass in certain media. Consequently, valves and other throttling components in process pipelines are frequently exposed to severe erosion and wear during the transport of high-temperature, high-pressure blackwater. This can cause safety incidents such as leaks and pipe ruptures, posing serious risks to both equipment and personnel, and significantly hindering the sustainable development of China’s coal chemical industry. As key components in coal liquefaction systems, blackwater valves have received extensive research attention both in China and internationally. Xu et al. used the discrete element method (DEM) to study their erosion and wear behavior. Their study examined the effects of opening angle and backflow vortices on the multiphase flow and erosion behavior of butterfly valves. The results indicated that higher inlet pressures intensify backflow vortices and increase erosion on the valve disc. They further studied how particle size affects the valve disc’s hard seal, providing insights for butterfly valve anti-wear design.
Mazur et al. employed computational fluid dynamics (CFD) to investigate particle-induced wear in steam turbine bypass valves. By optimizing the valve’s design and adjusting particle trajectories and impact angles, they achieved a significant reduction in valve erosion. Wheeler et al. investigated the erosion characteristics of throttle valves operating under sand-laden flow and found that applying a CVD diamond coating to the throttle valve core greatly improved erosion resistance. Yan et al. used the Oka erosion model to analyze wear distribution in hydraulic servo valves. Their results showed that the primary wear occurred on the diverter wedge, exhibiting a regular fluctuating pattern. Based on these findings, they proposed a new failure criterion for deflected-jet valves, offering a theoretical basis for predicting valve lifespan.
Building on liquid–solid erosion theory, Zhang et al. developed mathematical models for turbulent and erosive wear and used visual simulations to demonstrate that the most severe wear in electro-hydraulic servo valves occurs at the edges of the valve core and bushing. They further performed damage evolution analysis and predicted the service life of these valves. Ou et al. investigated the failure mechanisms of high-pressure water–coal slurry valves in the coal chemical industry using CFD simulations, validating their findings with wear tests that closely matched observed failure patterns. Li et al. employed the discrete element method (DEM) combined with Archard’s wear theory to assess the dynamic erosion behavior of the sealing surface of a high-temperature triple-eccentric butterfly valve under particle impact. Chu et al. developed a mathematical model for the dynamic erosion-induced degradation process of nozzle-flapper hydraulic servo valves, based on their structural and operating characteristics. Zhao et al. conducted visual simulations of erosion in coal chemical cage-type throttle valves, analyzed particle-induced wear on the valve cores, and proposed a new orifice design to reduce erosion. As coal chemical process parameters become increasingly complex, blackwater valves must offer not only high erosion resistance but also superior flow control performance. Among the available options, V-type regulating ball valves are widely used in the coal chemical and petrochemical industries because of their wide control range and excellent erosion resistance. However, few studies have examined the flow and erosion characteristics of V-type regulating ball valves in blackwater environments, leading to limited guidance for their practical engineering applications. To address this gap, this study investigates the performance of V-type regulating ball valves under blackwater conditions. Numerical simulations were used to visualize the flow field, and the erosion morphology was analyzed in detail. The simulation results were compared with field-failed valves to validate the model’s accuracy. These findings offer a valuable theoretical reference for the structural optimization and performance improvement of V-type regulating ball valves in the coal chemical industry.
1. Geometric Model and Simulation Parameters
1.1 Geometric Model
three-dimensional model of the V-type regulating ball valve was created in SolidWorks based on its structural parameters, as shown in Figure 1. To ensure fully developed flow and enhance computational accuracy, straight pipe sections of 5 D and 10 D (where D is the pipe diameter) were added to the upstream and downstream sides of the valve, respectively.
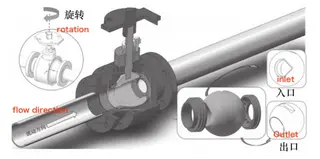
Figure 1. Three-dimensional structural model of the V-type regulating ball valve
1.2 Medium Properties and Boundary Conditions
To realistically analyze the flow and erosion characteristics of the V-type ball valve under blackwater conditions, the physical properties of the blackwater medium were determined based on domestic and international studies and enterprise research data, as summarized in Table 1.
Table 1 Physical Parameters of High-Temperature Blackwater Medium
|
Parameter |
Liquid Phase |
Solid Phase |
|
Saturated vapor pressure p / kPa |
792.59 |
— |
|
Dynamic viscosity μ /(kg·m⁻¹·s⁻¹) |
1.39 × 10⁻⁴ |
— |
|
Density ρ /(kg·m⁻³) |
649.0 |
1727.8 |
|
Particle size d /mm |
— |
0.1 |
|
Cinder mass flow rate Q /(kg·s⁻¹) |
— |
0.005 |
|
Temperature T / (°C) |
170 |
170 |
Because accurate valve erosion prediction depends on particle–wall collision trajectories, the discrete phase model (DPM) based on the Euler–Lagrangian approach was employed for erosion calculations. Since particle velocity is determined by the fluid flow field, the inlet velocity at different valve openings was first calculated based on the rated operating pressure differential of the V-type ball valve. This calculated inlet velocity was then applied as the initial velocity of the coal slag particles. The valve wall material was specified as C110 carbon steel, with a density of 7850 kg/m³, an elastic modulus of 206 GPa, and a yield strength of 848 MPa. Other boundary conditions and computational parameters are summarized in Table 2. Convergence was assessed based on mass flow conservation at the inlet and outlet, a residual convergence criterion of 10⁻⁵, and 3000 iterations.
Table 2 Simulation Setup and Boundary Conditions
|
Item |
Setting |
Value/Method |
|
Boundary conditions |
Inlet boundary |
Velocity inlet (0.5 – 5.0 m/s) |
|
|
Outlet boundary |
Pressure outlet (0.05 MPa) |
|
|
Wall boundary |
Standard wall function; no slip |
|
Solver settings |
Solution method |
SIMPLEC |
|
|
Discretization scheme |
Second-order upwind |
|
Erosion model |
Erosion rate model |
Finnie model |
1.3 Meshing
The three-dimensional model of the V-type regulating ball valve was reverse-engineered to extract its fluid domain, which was then imported into the ICEM module for meshing. Due to the complex internal geometry of the V-type ball valve, a hybrid mesh was employed to enhance overall mesh quality. Structured hexahedral meshes were used for the inlet and outlet pipes, while unstructured tetrahedral meshes were applied to the valve region. Local mesh refinement was applied near the valve seat and ball port to ensure computational accuracy. A hybrid interface was created between the structured and unstructured regions, using transition nodes to maintain smooth data exchange. The mesh model of the V-type regulating ball valve fluid domain is shown in Figure 2.

Figure 2 V-type regulating ball valve fluid domain mesh model
Mesh independence was verified using the inlet mass flow rate and outlet average velocity as evaluation criteria. The results for the model at 50% relative opening are presented in Figure 3. As shown, when the mesh contains 1.72 × 10⁶ elements, both the inlet mass flow rate and outlet average velocity stabilize with further mesh refinement. This indicates that further mesh refinement has a negligible effect on the computational results. Therefore, to balance accuracy and computational efficiency, a mesh of 1.72 million elements was used for flow field calculations at all other valve openings.
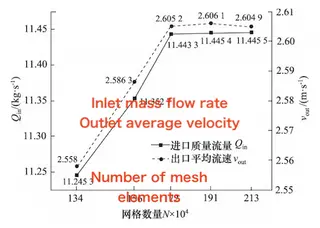
Figure 3 Mesh independence verification
In the simulation verification model, the calculation methods and solver settings were configured as listed in Table 2. The corresponding experimental parameters for Zeng’s bend pipe are summarized in Table 3.
Table 3 Experimental Parameters of Zeng’s Bend Pipe
|
Parameter |
Value |
Parameter |
Value |
|
Pipe diameter d (mm) |
50 |
Particle diameter dₚ (μm) |
450 |
|
Bend curvature radius r (mm) |
76.9 |
Particle density ρₚ (kg/m³) |
2650 |
|
Pipe material |
Carbon steel |
Particle mass flow rate (kg/s) |
0.1025 |
|
Material hardness (HBW) |
160 |
Flow medium |
Water |
|
Material density ρₘ (kg/m³) |
7800 |
Inlet velocity (m/s) |
4 |
In the simulation, the relevant parameters were defined, and the Forder wall rebound coefficient was specified for erosion modeling. The verification results are shown in Figure 4. As shown in Figure 4, when the impact angle is below 50°, the simulation results from different erosion wear models show minor deviations from Zeng et al.’s experimental data. When the impact angle exceeds 50°, the McLaury and Oka models tend to overpredict erosion compared to the experimental results, while the Finnie model shows the closest agreement.
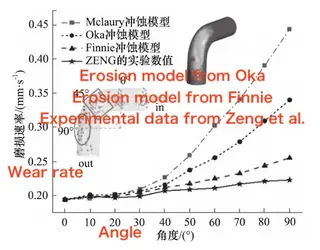
Figure 4. Validation of correctness of numerical calculations
1.4 Numerical Verification of Erosion Calculations
Because the internal flow path of a ball valve can be approximated as a straight or curved pipe when fully or partially open, the erosion wear model was numerically verified using a bend pipe configuration. Numerical erosion simulations were performed using the experimental parameters reported by Zeng et al. and compared with their experimental data to verify the reliability of the computational model. The experimental parameters are summarized in Table 3. In the simulation verification model, the calculation methods and solver settings were set according to the parameters listed in Table 2. The Forder wall rebound coefficient was applied in the erosion simulations, with the simulation results compared to experimental data in Figure 4. As shown in Figure 4, when the particle impact angle is below 50°, the simulated erosion results from the different wear models exhibit only minor deviations from the experimental measurements of Zeng et al. However, when the impact angle exceeds 50°, the predicted erosion rates from the McLaury and Oka models show larger deviations from the experimental results, whereas the Finnie model exhibits the closest agreement, with a maximum deviation of 10.3%. Overall, the erosion trends predicted by the Finnie model align well with the experimental data, confirming the validity of the erosion simulation setup and the reliability of the numerical results obtained in this study. Therefore, the Finnie wear model, combined with the Forder particle–wall rebound model, was adopted for subsequent analyses of erosion behavior in V-type regulating ball valves used in coal chemical processes.
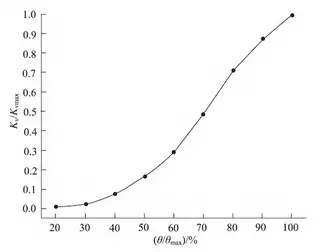
Figure 5. V-type ball valve flow characteristic curve
Send your message to this supplier
Related Articles from the Supplier


Related Articles from China Manufacturers

Erosion in a Pipe Bend
- Aug 13, 2024




High-Corrosion and Erosion-Resistant Ceramic Valves
- Dec 11, 2024



Related Products Mentioned in the Article
Baltic Valve Co., Ltd.
- https://www.baltic-valve.com/
- Business Type: Trading, Industry & Trading, Manufacturer,
Supplier Website
Source: https://www.baltic-valve.com/erosion-behavior-of-v-type-control-ball-valves-in-coal-chemical-systems.html